节能降耗,绿色涂装
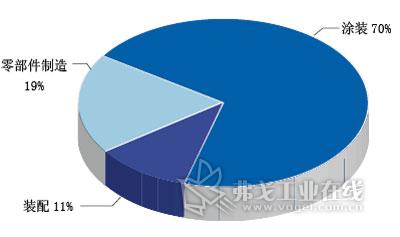
图1 汽车生产过程中涂装耗能最大
最近,汽车已经不再按其燃料的消耗量进行分级,取而代之的是CO2的排放量。在涂装领域,人们正在追求一种既能够降低能耗、减少CO2排放,又能够节约其他资源的生产形式。为此,德国杜尔公司推出了“绿色涂装厂”的模式,这是汽车涂装生产的一种成套解决方案,能最大程度地提高能源利用率。
一辆汽车在其整个生命周期中平均排放CO2约21t ,其中的20%是在生产过程中产生的,而汽车生产中70%的能源消耗发生在涂装生产过程中(见图1)。目前全球对能源的需求正在迅速增长,在世界十大能源消耗国中,中国占据了很大份额,中国的整体能耗也第一次超过了美国,成为全球最大的能源消耗国。
我们必须寻找新的出路。能源再生技术可以高效地利用能源和其他资源,积极推广应用这项技术是一个行之有效的方法,杜尔公司在这方面已经做了大量的工作。我们在德国的比蒂希海姆 - 比辛根大力推广能源再生技术,特别是“绿色涂装厂”的技术,每年减少了约2000t的CO2排放量。由于采用这种技术能明显降低生产成本,对用户来说是效益显著。
涂装工艺的发展下面我们将选择欧洲、中国或世界某个地方考察一下“绿色涂装厂”,现在人们都愿意采用所谓的“短瘦型”涂装工艺过程,即取消原来分散的加工步骤。于是出现了免中涂喷涂工艺,不仅全部采用水性涂料,而且不再需要中涂的涂装设备。另一种最新出现的工艺称为“3湿法”喷涂工艺,中涂、色漆和清漆的喷涂都是“从湿到湿”,不需要中间干燥过程,所以能在一条生产线上完成全部涂装工作,进一步提高了设备的集成度。采用上述两种工艺,原来分立的中涂涂装设备或中间干燥设备都不再需要了,其优点当然是明显的,即设备的集成度更高了,不但降低了设备的投入和生产成本,而且有利于环保和生态平衡。

图2 RoDip V浸涂系统
“绿色涂装厂”
杜尔公司“绿色涂装厂”的方案不但可以最大程度地提高能源利用率,而且可以节约其他资源,整个方案采用了20多项计算机控制的工艺技术,支持全面可持续发展的理念。
1. 浸涂和过滤
涂装过程一般都从预处理开始,然后进行浸涂,我们采用的是旋转式浸涂系统。杜尔公司的RoDip浸涂系统有三种型号,可以适应用户对产量和设备灵活性的不同要求。其中最先进的是RoDip V系统(见图2),带有可控制的垂直运动轴。RoDip系统最突出的特点是节约空间,由于废除了入水和出水的斜坡,不仅缩短了整个设备的长度,而且减少了浸涂池的容积。采用这种系统不但可以节约原材料,还能降低能源成本。据统计,与传统的浸涂系统相比较,采用RoDip系统的能源成本可以降低35%。此外,由于采用了旋转的浸涂方式,还能够减少废水的排放量。我们曾对一个年产30万台车体的涂装厂进行了统计,由于以上这些优点,其单台成本降低了16%。此外,由于减少了滴漆现象,降低了灰尘污染和人员的干扰,其涂装质量也有很大的提高。
预处理的过滤环节,如果采用杜尔公司的多级过滤系统,不仅能可靠高效地滤除去油清洗池内的固态颗粒,还可以实现节能30%以上。
图3 EcoDryScrubber系统
2.雾化喷涂
这里的节能重点在于喷涂室气源的供应和废气的处理。涂装厂主要的能源消耗在于气源供应,一般会占全部能耗的60%左右。循环使用喷涂室的空气可以大大降低这部分的能耗。此外,采用不沾附喷涂物干式分离技术较湿式分离技术不仅明显提高了效率,而且不会增加生产环境的湿度。湿式分离由于需要采用湿洗预处理,增加湿度是必然的。杜尔公司创新开发出了EcoDryScrubber系统(见图3),该系统就是采用干式分离技术,并利用石灰石粉作为涂料颗粒的粘合介质。喷涂室内含有涂料颗粒的空气先输送到过滤装置,空气中的固态物质被过滤网分离出来后送入供气设备。此时需要增加一部分新鲜空气,加压后再供应给喷涂室。增加的新鲜空气只占5%左右,最多不超过20%,这就能保证喷涂室具有一个稳定的空气环境,最大程度地避免外界气候条件的影响。当石灰石粉中涂料颗粒的含量达到一定程度时,系统会自动更换新的石灰石粉。排出的石灰石粉不需要做任何处理,可直接应用于其他生产。采用这种新的供气系统不会形成生产污泥,也没有废水需要处理,更没有其他化学物质需要收集和净化。从整个涂装厂能耗的角度计算,采用干式分离技术可节能30%。如果仅以喷涂室的范围计算,其节能率可以达到60%。

图4 EcoBell3雾化器
3.换色系统
在现实的涂装生产过程中,原材料的成本占了整个汽车涂装生产成本的最大部分,因此,涂装生产在提高其他资源的利用率方面也大有潜力可挖。例如采用先进的油漆换色系统,就能使油漆换色的损失达到最小。一般喷涂雾化器在每次换色时大约要消耗45ml油漆,这已经是较好的情况。如果采用杜尔公司开发的Eco ICC换色系统,每次油漆换色的损失可以减少到10ml,这样原来换色时管路中的白白消耗掉的油漆大部分能够应用于正常的喷涂。最新的EcoBell2 ICC换色系统还能进一步降低换色损失,这里的ICC代表“集成式换色系统”,其快速换色装置是直接安装在雾化器里的。最多可接6种颜色的ICC换色装置,每次换色损失最少只有4ml,再要降低大概很难做到了。

图5 采用TARCOM V燃烧器的废气热净化装置
4.雾化器
杜尔公司最新推出的EcoBell3雾化器(见图4)是在喷涂应用技术方面的一个创新。这是一种旋转式雾化器,由于结构精密紧凑,成为第一个既能完成车体外表面喷涂,也能完成内部喷涂的雾化器。其最突出的优点是大大简化了水性涂料喷涂系统的复杂程度。EcoBell3雾化器还有更多的优点,由于能同时进行车体内外表面的喷涂,所以能很容易地实现连续喷涂。在传统的喷涂系统中因为需要更换雾化器而不得不经常中断喷涂过程,这个优点在缓冲器的喷涂过程中体现得最为明显。这样用户可以优化设计喷涂车间的生产线。如果在EcoBell3雾化器上再安装上EcoLCC精密换色系统和9系列的精密涂料计量泵,不仅整个系统结构更为精巧、生产效率极高,而且降低了整体的复杂程度。
干燥设备和相应的废气处理装置还可以大量节约能源。杜尔公司生产的精小型干燥设备设计了非对称的干燥区,安装了我们新开发的TARCOM V燃烧器(见图5),采用了集成式空气控制和先进的热回收技术,其节能效率达15%。TARCOM V燃烧器的设计可以适应各种不同的工况条件,完全可以应用于已有设备的改造。

图6 EcoEMOS监控系统清楚显示出能源消耗的情况
5.监控系统
开发和生产出节能环保的设备还不是我们工作的全部,用户必须能正确合理地使用这些设备。为此杜尔公司开发出了EcoEMOS Energy软件模块,进一步优化了原有的EcoEMOS过程监控系统。该系统能记录生产过程的各种数据,分析和评估能源消耗情况(见图6)。例如对各个生产区的能耗情况进行优化分析,能耗过高的区域能被自动识别出来,及时予以控制。利用EcoEMOS中存储的工作时序模块,还能自动分析和计算出那些停工区域能耗应该降低的程度。整套系统融入了杜尔公司多年的节能实践经验,在当今能源紧缺的时代,能为用户建立一个节能环保的涂装企业提供极具实际意义的帮助。
6.咨询服务
在一些号称“绿色原野”的新建的涂装厂中,如果仔细分析也具有巨大的节约空间。为此杜尔公司组织了一批经验丰富、知识面宽阔的专家为用户提供评估和咨询服务。咨询的范围和方式非常灵活,根据用户的要求,调研的重点可以是能源和其他资源的利用率、如何调整企业的生产能力、如何提高生产效率、贯彻实施新的法律法规及改进质量管理水平等。我们通过这种方式为用户的旧企业改造提供有益的帮助,实现投资的可控性。
结语
涂装厂是一种能源密集型企业,杜尔公司推出的“绿色涂装厂”方案能使企业真正实现高效和环保。当然,最重要的还是能大幅度降低生产成本。我们曾对一个采用杜尔公司设备的涂装厂进行了连续7年的跟踪调查,该厂年产15万台车体,每年节约成本达几千万欧元。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖