W型超高强度防侧撞横梁

图1 某款乘用车侧面碰撞变形
本文通过对乘用车防侧撞中的钢管横梁和W型超高强度横梁的深入研究,归纳总结了W型超高强度横梁的设计和应用方法,并通过某车型侧面碰撞的CAE分析实车侧面碰撞试验,得出一些结论可供汽车设计人员参考。
防侧撞横梁的应用
在乘用车的侧面碰撞试验当中,发挥乘用车侧面结构耐撞性作用的主要部件是B柱、门槛和防侧撞横梁。在C-NCAP和EURO-NCAP的侧面碰撞测试当中,其头部得分很容易达到满分,侧面气帘在试验当中对头部的保护作用相对很小,主要在ROLLOVER测试当中发挥作用;而最容易失分的部位是假人的胸部和腹部,其中胸部失分较为严重。侧面碰撞试验当中胸部和腹部的保护设计关键是车门的侵入量和侵入速度,而控制这两个指标的关键部件是车门内的防侧撞横梁。在C-NCAP年鉴(2010年版)当中的88款测试车型当中,侧面碰撞胸部得分未超过2分(总分4分)的有42款,占47.3%;直接得0分的有16款,占18.2%。侧面碰撞胸部得分率是所有C-NCAP测试指标当中最低的,因此汽车设计人员在侧面碰撞性能设计当中必须给予高度重视。

图2 某乘用车项目当中安装的W型横梁
侧面碰撞当中,假人的胸部肋骨距离车门内板距离一般为90~110mm,要提高侧面碰撞胸部得分的关键是提高防侧撞横梁的刚度。防侧撞横梁有两种形式,第一种是钢管横梁,其抗拉强度最高为400MPa,工艺简单成本低廉,在乘用车当中广泛应用;第二种是W型超高强度横梁,采用热冲压成形技术,通过冲压拉延工艺成形,抗拉强度超过1 100 MPa,目前这种横梁工艺复杂成本较高,主要用于高档乘用车。在C-NCAP试验当中,使用W型超高强度防侧撞横梁的乘用车在侧面碰撞当中得分都在在14.8~16分之间(满分16分)。图1所示的车型安装了W型超高强度防侧撞横梁,在侧面碰撞当中侵入量较小,侧面总得分超过15分,其中胸部得分超过3.7分。
钢管横梁和W型超高强横梁的比较
钢管式防侧撞横梁由三部分组成,两端的安装支架和中间的高强度钢管,其中高强度钢管直接由钢管厂家提供,无需主机厂开模,因而采购成本和加工成本都非常低廉;两端的安装支架由主机厂冲压成形,最后焊接在钢管的两端,总体而言钢管式防侧撞生产简单且价格低廉,目前在许多车型都广泛使用。钢管分为有缝钢管和无缝钢管,有缝钢管采用钢板弯曲后焊接成形方法,抗拉强度最高为400MPa左右;无缝钢管采用拉拔工艺成形,抗拉强度最高为600MPa左右。但是钢管横梁的刚度较低,在碰撞当中很容易发生变形。
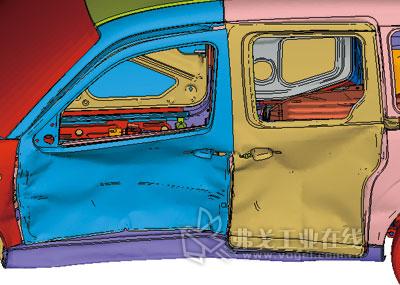
图3 替换前的CAE分析结果
某些车型为了提高侧面刚度甚至使用两根钢管横梁。
W型超高强度防侧撞横梁的制造工艺非常复杂,必须对高强度板材(抗拉强度800MPa左右)进行热冲压成形,成形后隔绝空气(一般为氮气保护)冷却。其关键技术在于:热成形的模型制造、维修和保养,热成形之后的隔绝空气冷却。其价格相对与钢管横梁非常昂贵,目前W型横梁在我国自主品牌乘用车上很少使用,主要是因为目前没有突破W型横梁的规模化制造工艺。但是W型超高强度防侧撞横梁是汽车发展的必然趋势,随着热成形冲压工艺突破和规模化批量生产,其生产价格必然随之下降,从而会在更多的车型当中应用。我们在某车型的碰撞安全性能提升项目中,使用W型超高强度防侧撞横梁(见图2)来替代现有的钢管横梁,在侧面碰撞试验当中按照C-NCAP规程评价能够得到满分16分,改进效果非常明显。目前其价格是钢管横梁的2倍左右,但是随着批量生产和使用,其价格能降低到钢管横梁的1.5倍,侧面刚度提升了2倍以上,其性价比非常理想。因此,可以认为W型超高强度防侧撞横梁是乘用车侧面碰撞领域的发展趋势。
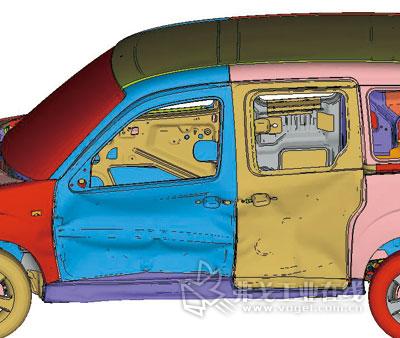
图4 替换后的CAE分析结果
某车型侧面碰撞安全性能的提升
某车型在2007年投入市场时受着工艺和成本的限制,车门内安装了钢管横梁,虽然可以满足国家法规要求,但是在C-NCAP的评价当中侧面得分仅为10.85(满分16分)。2009年,我们在某车型碰撞安全性能提升项目中,提出本车型提高侧面碰撞安全性能最有效、最节约成本的方法就是使用W型超高强度防侧撞横梁。在替换的过程当中不需要更改其他部件,两端的搭接接口形式与之前保持一致,减少了工艺改进费用。如图2所示,使用的W型超高强度防侧撞横梁安装在原有的车门内板当中,由于横梁的材料和厚度更改,需要对横梁与内板焊接进行工艺修改,主要为增大焊接的电流和焊枪压紧力。

图5 替换前的车门变形
首先对本款车替换前后进行了CAE分析工作,我们采用HYPERWORKS做前后处理,采用LS-DYNA做计算,总模型的网格数量高达105万,网格划分尺寸为10mm,最小网格尺寸为3mm,其中前纵梁吸能区域的网格尺寸为5mm,超高强度横梁的抗拉强度为1 350MPa,料厚2mm,用LS-DYNA软件20个CPU计算时间为14h。经过CAE分析对比,我们发现改进前后车门的侵入量减少了55mm,车门内板撞击假人胸部的初始速度明显下降,改进效果非常明显,图3和图4为替换前后的侧面碰撞CAE分析结果。
在CAE分析之后安排横梁样件的生产,由于热冲压之后表面有一些氧化层,在焊接之前必须使用盐酸去掉样件外部的氧化层。最后经过整车侧面碰撞试验的验证(见图5、图6),W型超高强度防侧撞横梁变形量非常小,而之前的钢管横梁出现了弯曲。按照C-NCAP评价方法进行评分,替换后侧面碰撞得分为满分。替换前后胸部和腹部伤害指标比较,胸部压缩量从37.76mm降低到22mm,VC值从0.84降低到0.15,腹部伤害值从1 514降低到192.2,达到本项目的预期要求。替换W型超高强度防侧撞横梁之后,整车成本仅增加了40元,碰撞安全性能大幅提升。

图6 替换后的车门变形,防侧撞横梁没有弯曲
结语
在某车型的碰撞安全性能提升项目当中,提高侧面碰撞安全性能最有效、最节约成本的方法就是使用W型超高强度防侧撞横梁,并且不需要对其他部件进行任何模具改动,降低了本项目的生产设备改进费用。经过本次应用研究之后,我们提出一些建议可供设计人员参考:
1.由于W型超高强度防侧撞横梁的模具开发和生产工艺开发费用非常高,必须大批量规模化生产才能降低生产成本和模具分摊费用。因此,可以考虑将防侧撞横梁设计成一个企业内的通用件,多个车型共同使用一种W型超高强度防侧撞横梁,提高本产品的生产量并降低单件的成本。
2. W型超高强度防侧撞横梁在生产之后必须除去氧化层,否则在与车门内板焊接当中会出现焊接不牢固以及虚焊;与车门内板焊接时注意焊枪的电流和压紧力,防止出现焊穿车门内板。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论