车架精度的影响因素分析
图1 变截面大梁示意
车架精度控制是一个全过程行为。为了得到符合要求的最终产品,需要各部门协同工作,设计部门要同工艺部门及时沟通,在设计的时候同时考虑可加工性和精度的控制难易程度。
卡车车架目前主要采用的是大梁式车架,车架的精度直接影响着其他外围件的安装难易程度、最终整车装配的外观及整体性能。车架所用钢板主要是3~8 mm厚的板料,相对于车身零件,有质量重、刚性强等特点。根据实际现场经验,在整车总装配中,有相当一部分装配困难都是由于车架的精度问题而引起的。因此,在车架的生产中,精度能否控制在一个合理的范围内是一个极为重要的目标。
车架结构设计对精度控制的影响
1.纵梁外形设计因素
车架纵梁根据需要可以设计成直梁或者变截面梁。直梁的特点是结构简单,制造容易,对冲压设备要求比较低,但是相对于变截面梁而言,强度稍弱。为了减轻整车重量(轻量化),很多设计者在设计时将纵梁设计为变截面(见图1)。变截面纵梁在制造时,在变截面的附近存在材料的塑性变形,这些地方容易出现起皱、孔位跑偏及孔变形等问题,而这些问题在冲压过程中是较难控制的。因此,对设备和工艺水平提出了比较高的要求(需要用更大吨位的成形设备来完成)。在一个车型设计的初步阶段,产品设计人员应该与工艺人员进行多次讨论,根据产品的要求、公司的设备状况和工艺水平,共同确定大梁的外形结构。

图2 模块化标准孔
2.孔位设计因素
孔在车架上占据极其重要的地位。车架上的孔主要有五类:铆接用孔、装配用孔、过线(管路)孔、工艺孔及减重孔。孔的布置需要一个全盘考虑的思路,既要满足装配,又不能对车架强度过度削弱,还要保证后期更改便利。
在设计时,为了防止孔因纵梁成形而发生变形,应该使孔离开纵梁R角一段距离。根据经验,这个距离为L≥t+R+10+(d/2),其中t为板厚,R为圆角半径,d为扳手直径。同时,这个距离还应保证工具(铆钳、扳手)容易接近。为了在后续工序中避免因零件跑偏而影响车架精度,设计时还应同时设计出冲压导正销孔和铆接装夹工艺孔。
为了避免车架上的孔杂乱无章,应尽量将所有孔模块化、标准化(见图2),将所有可能用到的孔提前布置在纵梁上,防止频繁更改模具影响纵梁精度,同时也会提高车架的美观性。
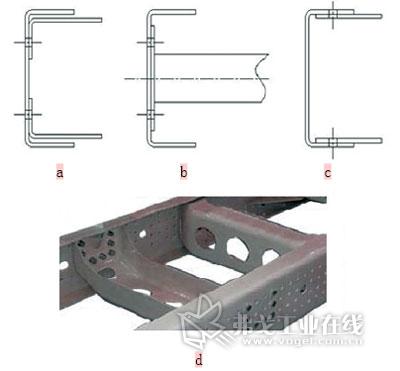
图3 横梁的结构及装配方式
3.横梁件结构设计因素
车架宽度方向的尺寸主要由横梁的结构及横梁和纵梁的连接方式来确定(见图3)。在零件精度都保证的情况下,a、b对车架宽度方向的尺寸更容易控制。而c这种情况有两种不确定因素:铆钉(或螺栓)装配间隙的不确定性和纵梁上、下面与侧翼面角度的不确定性,同时这种结构对车架的强度产生较大的削弱,不推荐使用。另外,可以考虑使用整体式横梁(见图3d),这种横梁的结构比较简单,但加工设备、工装和工艺要求比较高,目前在国内外的车架上已经普遍采用。
车架结构的方案选择及细节设计对后续精度的保证影响还很多,工程师在设计时要多沟通,力争选择最为合理的方案。
生产工艺对车架精度的影响
1.冲压设备及模具
在冲压过程中,设备的选择很重要,要得到符合要求的零件,应选择状态稳定的设备。在成形时,一定要有足够的压力,如果压力不足,则可能出现零件起皱和成形不到位(回弹)的情况。
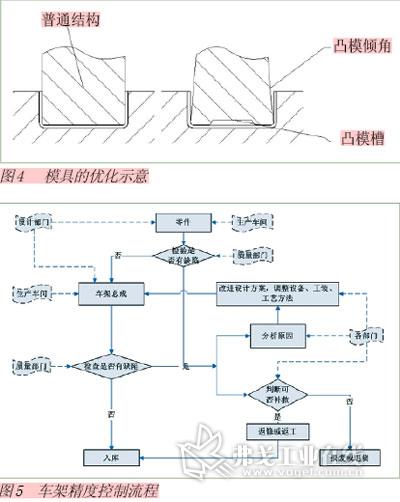
模具的结构和状态影响也比较大。首先,在冲孔时,冲头的磨损可能会带来产品毛刺过大、异形孔及废料与产品粘连等问题,因此,应该定期检查产品和模具状况,发现损坏及时修复。成形模模具的结构设计也对零件的最终结果产生影响。图4为从结构上考虑了纵梁成形时由于回弹容易产生开口过大而采取的措施,在凸模上增加倾角,并在凸模底部增加了开槽,这样使车架精度更容易保证,同时减少了模具加工面面积、降低了成本。同时,还应合理地布置定位、导正销,定位销的布置一般在大梁侧翼面的中线上,按一定的间距均匀分布。
2.定位夹紧装置
车架总成几个很重要的检测指标:发动机安装点对角线差、总长范围内的对角线差、钢板弹簧销孔的同轴度及左右纵梁的平面度。这些参数的精度主要通过车架铆装线的夹具来保证,要生产出符合要求的车架总成,必须在夹具上布置定位、夹紧装置。可以在夹具上设计一些定位销,通过这些销与纵梁或横梁上的孔来保证一部分尺寸,也可以通过一些形面靠在夹具的定位面上,同时借助液压或气动机构夹紧。等装配铆接完成后,松开定位和夹紧装置,车架的尺寸基本得到固化。
检测手段对车架精度的影响
与设计、制造一样,检验也是控制车架精度不可缺少的手段。
1.检测工具的精度
测量工具主要包含一些仪器(如三坐标测量仪)、量具(如游标卡尺、钢尺、卷尺及塞规等)。专用检具主要是指根据产品的结构,为很难用通用检具直接测量的对象而专门制作的用于检测零件部分特性的一些器具。测量工具应该保持自身的准确性,如果测量系统本身存在误差,则可能将合格零件检测为不合格或者放大不合格的数值,因此,应定期对测量工具进行鉴定。
2.测量系统的稳定性
测量系统是指用来表示产品或过程特性数值有关的仪器、量具、标准、夹具、软件、程序、操作人员及检测环境的组合。这些因素都对测量结果的重复性、再现性、稳定性偏移和线性能力有重要影响。可以通过统计手段进行测量系统分析(MSA),从而进行评定。
3.标准的完善性和执行力度
要保证车架在各个生产环节中能满足图纸要求的精度,需要技术及管理部门制定详细的工艺及检测标准,标准中应明确检验项目、技术要求、检验工具、检验频次及检验记录等。要求检验人员按要求进行检测,并定期或不定期地对检验人员的技能和检验结果进行审查,确保问题零件能及时发现并纠正或处理。检查人员应对发现问题的零件或总成及时处理(退货、返修、返工和报废),并协同其他相关部门分析原因,制定优化整改措施,这样就形成了一个闭环,使车架质量得到有效控制。车架精度的控制流程如图5所示。
结语
车架精度控制是一个全过程的行为。为了得到符合要求的最终产品,需要各部门协同工作,设计部门要同工艺部门及时沟通,在设计的时候同时考虑可加工性和精度的控制难易程度,及时优化产品结构及公差分配,工艺部门要选择合理的工艺过程和设备,制定相关工艺和检验文件。生产部门严格按照工艺规定的内容进行生产制造,质量部门要同时按照技术和检验要求进行检验,并及时反馈问题。这样就使车架的精度控制从设计到最终检验成为了一个相互作用、相互促进的有机整体,从而使企业的质量控制工作实现良性循环。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论