车架纵梁柔性化制造总成新工艺

图1 采用金属模具、大型压机的车架纵梁制造工艺
本文根据国内汽车车架纵梁制造工艺的现状,分析今后汽车车架纵梁制造工艺的发展动向,并对新工艺流程内的设备做了详细的介绍。对国内各大汽车制造商如何进行车架的整体工艺调整、提高产能以及进行柔性化生产,具有指导性意义。
近年来,轻、重型汽车和中、高档大客车得以迅速增长。国内以生产商用车为主体的各大汽车制造企业,都积极采用新研发的汽车纵梁数控冲孔线(平板冲、三面冲)对现有的车架工艺,进行了产能上的扩充。虽然采用了汽车纵梁数控冲孔线,但是国内传统的依靠金属模具、大型压机的车架纵梁制造工艺,仍然受到了制约。对于少批量、多品种和特殊结构多的柔性化生产需求,传统的车架制造工艺已经不能满足。

图2 数控开卷纵剪生产线主要构成
我公司依靠10多年的汽车纵梁设备生产经验,借鉴国外先进的汽车车架纵梁制造工艺流程,通过与国内各大商用车制造商的不断业务交流,提出了一套针对低投入、少批量、多品种及特殊孔位多的柔性化汽车车架纵梁制造新工艺。该工艺可以更好地适应国内商用车制造企业对车架纵梁制造的要求,也在逐步被各大商用车制造企业认可和采用。
车架纵梁传统制造工艺
我国商用车制造起步相对于欧洲比较晚,引进的车架纵梁工艺多数是采用金属模具、大型压机的制造工艺,如图1所示。
1.传统制造工艺的难点
设备投入大,厂区占用空间大、施工量大和厂建成本高;毛坯板件质量差,纵梁成品质量不稳定;孔位精度差,增加装配难度;柔性加工性能差,不能满足多品种、少批量和孔位多变的车架需求;设备维护费用高,工序间原材料浪费严重;模具制造成本大,不能适应多变的车架结构以及总线能耗高,噪声大。

图3 汽车纵梁冷弯成形生产线——在线定尺冲裁切断部分
2.传统制造工艺流程主要有两种
(1)开卷校平—切断成大平板—大型剪板机纵切成平板纵梁—平板制孔—大型压机成形;
(2)开卷校平—切断成大平板—大型剪板机纵切成平板纵梁—大型压机落料冲孔及成形。
3.传统制造工艺的改进
(1)采用等离子切割或者激光切割完成大平板的纵切,主要是解决毛坯平板纵梁的尺寸精度,并消除了剪板机造成的板料弯曲;
(2)制孔工艺上采用汽车纵梁数控冲孔线取代摇臂钻孔,大大提高了纵梁的空位精度,并在一定程度上提高了传统车架制造工艺的柔性化加工能力。
虽然商用车制造商在传统车架制造工艺上引入了新的设备,但也只是对传统制造工艺中的难题进行了弥补,并未消除。

图4 U形纵梁三面冲孔线
纵梁制造新工艺
新工艺与传统工艺完全不同,采用冷弯成形、三面冲孔、等离子切割以及主衬纵梁自动点焊等工艺方式进行车架纵梁制造。该工艺的具体流程如下:
钢卷—纵剪生产线—纵梁冷弯成形线—U形纵梁三面冲孔线—等离子切割工作站—数控大梁弯生产线—主衬纵梁自动点焊生产线。

图5 等离子切割工作站——三条并行切割布置总图
1.新工艺的特点
设备投入成本低,可实现双线同步引进运行,一条线故障时,另一条线可以继续进行生产;厂区建设投入降低,占用空间少,不需要高成本建造高跨车间安置大型压力机;厂区不再需要安装大吨位的行车来调运大型压机零部件;厂区地面不再需要大面积破土施工等;更好地适应少批量、多品种和特殊多变孔位的柔性化生产需求;可以实现厂区高效自动化,工艺流程内的设备均为数控自动化设备,便于接入工厂自动化系统,可以适应未来商用车制造商对厂区自动化管理的需求;实现高效仓储,设备总线响应时间快,即使是一根纵梁,也可以实现快速制造;设备维护方便且费用低,线内设备可实现同功能换代升级;工序间几乎无原料浪费,成品纵梁成形表面质量好,尺寸精准;纵梁孔位精度高,保证装配质量和效率;异形纵梁的切边精度高,纵梁折弯精度高;实现全自动主衬纵梁点焊,点焊质量可控;全线设备总能耗低,噪声小,便于工区保洁以及可实现总线集中整体采购,便于商务操作和设备维护等。
新工艺有效消除了传统制造工艺的瓶颈,由于广泛采用了数字控制技术,使得成品纵梁的质量和精度更好,为后续车架的总装提供了可靠的品质保证。新工艺的这些优势也是商用车制造商关注的要点,适应了商用车制造商低投入、高效利用原材料、低维护成本、高效、高精度以及高柔性化生产的车架纵梁制造运营要求。

图6 汽车纵梁数控折弯生产线——自动上下料总图
2.新工艺线内主要设备
(1)数控开卷纵剪生产线 数控开卷纵剪生产线如图2所示,主要完成汽车纵梁用热轧卷板的开卷、校平、纵剪及收卷等工作,为汽车纵梁提供坯料。主要由上料小车、开卷机、牵引校平机、剪床、纵剪机、废边收卷机、张力机构、收卷机和卸料装置等组成。
主要特点为:技术先进、结构完善、性能可靠、自动化程度高以及生产效率高;根据生产需要柔性加工,随时生产各种规格的板材,节省库存、降低成本。
工艺流程为:上料—开卷—引料装置—五辊校平—切头—活套—对中—纵剪—废边料—活套—予分料—辊式张紧机—收卷。设备主要技术参数如表1所示。

(2)汽车纵梁冷弯成形生产线 汽车纵梁冷弯成形生产线是专门为轧制商用车车架等断面U形纵梁及加强梁辊压成形而设计制造的,可将定尺宽度的卷料经过上料、开卷、引料、矫平、料头尾剪切对焊和入口导向进入冷弯成形机,经过多个机架的逐步变形、整形而使之达到所需的车架纵梁及加强梁产品形状及尺寸,并按需求将成形纵梁在线定尺冲裁切断(见图3)。
主要特点如下:
①工艺先进 该线采用连续卷料生产,经冷弯机成形后精确定长切断,制件一次成形,形状规则,长度准确,一致性好。成形工件外观好,强度高;
②生产率高 该线仅需2~3人操作,操作简单,劳动强度低。该线生产速度在0~20m/min无级可调;
③可靠性高 该线液压、气动、电气系统主要元器件均采用进口或国产优质元件,性能稳定,可靠性高。连线技术及可靠性已接近或达到国际先进水平。
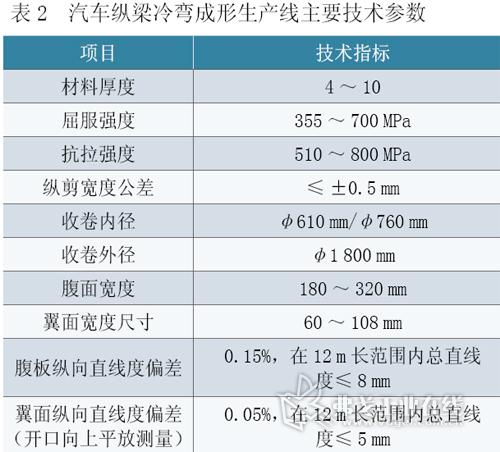
工艺流程为:上料小车—开卷机—引料机—矫平机—剪切对焊机—入口导向—冷弯成形—校直—测长—液压定尺切断—出料—电磁吸盘下料码垛。主要技术参数如表2所示。
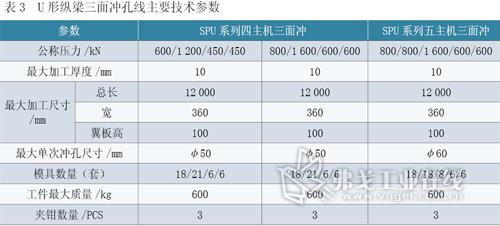
(3)U形纵梁三面冲孔线 U形纵梁三面冲孔线如图4所示,主要是完成成形U形纵梁的腹面和双翼面的冲孔作业。目前,三面冲以五主机三面冲为主导产品,其中腹面冲孔由3个主机完成,双翼面冲孔由左、右翼面冲主机分别完成。
主要特点如下:
①进口德国哈雷公司高低压节能型液压系统总成,液压动力冲孔,过滤式冲压,纵梁只前进不后退,孔的基准翼边可指定功能;
②带有码垛功能的自动上下料系统;自动排出废料集入料箱;
③腹面双主机冲孔,独立大孔主机,纵梁宽度误差测量补偿功能;左、右翼面冲孔,纵梁高度误差测量补偿功能;
④型材自动定位,板端位置无接触检测;型材浮动式夹紧机构;
⑤腹面冲孔主机模具采用双排排列,减少y向移动距离,提高冲孔速度;模具死区小,模具拆装简单;具有样冲功能;腹面冲、翼面冲集中润滑系统;
⑥进口高效液压系统,具有高低压冲孔控制功能,液压冲击小、噪声小和节能;
⑦断电钢板不坠落,短时断电续冲功能;
⑧功能强大的数控系统,由自动编程系统自动生成加工程序,自动编程系统操作简单功能齐全,监控措施完善,确保安全。
工艺流程为:上料小车—电磁吸盘上料(可带纵梁翻转)—夹钳送进定位—双主机腹面冲孔—独立大孔主机冲孔—左、右翼面冲孔—电磁吸盘码垛下料(可带纵梁翻转)。主要技术参数如表3所示。
(4)等离子切割工作站 等离子切割工作站如图5所示,主要完成车架纵梁的变截面、翼边外形三维切割的作业。主要由进料系统、机器人系统、等离子切割单元、切割定位、压料装置、机器人安装装置、出料系统、废料收集系统、除尘系统以及切割防护房组成。
主要特点如下:
①自动化、柔性化,加工精度可以应客户要求不断调整,随机具备的自动纠偏和补偿功能,保证了纵梁切割的精度和质量;
②控制精度高、操作简便;
③该生产线改变了汽车纵梁传统加工工艺,使其原有的生产流程实现了自动化加工,大大提高了生产效率,降低了劳动强度,适用于汽车零部件批量生产。能实现多品种、多规格的柔性化切割要求,满足产品随时变化的需要,缩短企业新产品开发生产周期,解决汽车生产所需的柔性化问题,增强企业市场竞争力。

工艺流程为:纵梁上料—夹紧送进—压料定位—梁头三维回参切割—压料回退—纵梁送进—梁尾定位—梁尾三维回参切割—纵梁送出—下料。
(5)汽车纵梁数控折弯生产线 汽车纵梁数控折弯生产线如图6所示,是汽车行业中新型载重卡车车架纵梁及加强梁局部折弯成形的专用设备。与模具成形工艺相比, 该生产线有效解决了商用车车架所需的柔性化问题,使之仅需要小的调整,就能达到不同纵梁和加强梁的成形需求,且变形区域控制质量大大优于模具成形,主要由上料单元、送料单元、成形单元、下料单元、电气系统、液压系统和气动系统组成。
主要特点为:设备自动化程度高,可以进行柔性加工;纵梁折弯效率高,折弯精度准确;折弯角度可控,调节简捷。
工艺流程为:自动上料—零点回参—模具夹紧—弯曲成形—自动出料。主要技术参数如表5所示。
(5)汽车纵梁数控点焊生产线 汽车纵梁数控点焊机生产线如图7所示,是汽车U形纵梁和加强梁点焊固定的专用加工设备。线内主要部件:主机底座部件、合梁进料送进部件、衬梁端面定位部件、主衬梁纵向送进部件、上料支撑部件 、合梁出料送进部件、下料支撑部件、上料台车部件、下料台车部件、上料吸盘部件和下料吸盘部件等。

主要特点如下:
①全线自动化程度高,自动完成码垛主衬梁的翻转、合梁工作,生产效率高,点焊精度好;
②浮动式电极,过滤式点焊,纵梁只前进不后退;
③控制方式:手动、自动;
④高效的自动上、下料机构,且上料后U形梁自动定位,板端位置无接触检测;
⑤橡胶辊轮夹紧送进机构;
⑥电极点焊死区小,拆装简单;
⑦主机及重要传动部件均采用自动集中润滑;
⑧三菱Q系列的PLC控制及触摸屏操作;
⑨使用电永磁吸盘,断电钢板不坠落;
⑩由自动编程系统自动生成加工程序,自动编程系统操作简单功能齐全。
工艺流程为:上下小车—主梁电磁吸盘上料—主梁翻转送进定位—衬梁电磁吸盘上料—衬梁翻转送进定位—主梁、衬梁合梁—点焊—电磁吸盘下料码垛。
结语
随着先进的数控设备的发展,国内各大商用车制造商对车架纵梁传动工艺的改进,基本到达了工艺饱和。商用车制造商实现汽车纵梁车架的产能、质量指标跨越性的提升,实现柔性化制造,抛弃汽车车架纵梁传统制造工艺选择适应企业发展需求的新工艺也只是时间问题。目前,国内商用车制造商,如中国重汽,奇瑞汽车等,目前就是在往车架纵梁新工艺上调整,并已经开始引入新工艺流程内的部分设备;还有更多的商用车制造商正在考虑上新的车架车间,也在关注新的汽车车架纵梁工艺流程。相信,今后一段时间内汽车车架纵梁新工艺会成为新的发展动向,并作为被广泛接收的低投入、高效和高柔性化生产的车架纵梁制造工艺,为国内商用车制造商带来更大的实际效益。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖