优化切削参数,提高加工效率

图1 ABS后臂的待加工部位
面对后臂生产瓶颈严重产能不足的现状,神龙汽车有限公司在现有的硬件条件下通过优化刀具及切削参数,提高了生产效率,进一步提高了整线的生产能力,从此摆脱了加班连班的困境。
面临产能严重不足
受设备能力限制,后臂加工中心每加工一个工件(见图1)的循环时间长达14min,再加上送计量、换刀和移料时间,每天的生产能力只有144辆份,根本无法满足我公司武汉工厂对ABS后臂装车的需求。过去有一段时间我们曾经采取外委加工,但费用较高。2009年初,后臂班采用“四班三倒”的方式24h不停机生产,情况有所缓解。然而进入3月份,随着公司产量的不断攀升和新爱丽舍的持续热销,通过多项持续改进的情况刚有好转的后臂加工中心,又一次陷入了瓶颈状态。这时的后臂设备能力已经发挥到了极限,最高产能达到每天198辆份。
为了完成工厂的生产任务,尽可能减少外委的高额加工费用,车间工艺人员想出了新的办法,在连杆工段前轮毂三线有两台XF2182和XF2183数控加工中心刚安装调试完毕,到年底才投入生产。为了充分利用现有的资源,考虑到后臂生产任务的紧张,决定对XF2183机床的夹具和程序进行更改,来解燃眉之急。通过近两周的改造调试,顺利将XF2183加工中心改造成既可以加工前轮毂又可以加工ABS后臂的“多功能”设备。自此,ABS后臂的生产能力有了明显的提高。截止2009年10月,后臂ABS加工中心与2008年同期相比多生产11349辆份,为公司节约外委加工费用约为40余万元。2009年11月,由于前轮毂产量增加,XF2183加工中心要于2010年初投产,不能继续加工ABS后臂了。如何在现有条件下(不外委加工,不增加机床)满足生产,已刻不容缓地摆在我们面前。
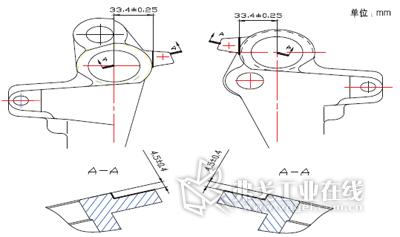
图2 铣削的加工内容
优化刀具及刀具参数
根据以上分析,我们必须在提高加工效率上做文章。目前,立式铣镗加工中心XF2154的加工工艺内容是:01,铣缆绳支架固定平面 — 铣传感器固定平面;02,钻、攻传感器固定孔;03,钻传感器安装孔、倒角。同时安装两种后臂,共4件。此内容属于全部工位,因为同时加工左右后臂各两件。
1.铣削工艺优化
铣削的加工内容如图2所示。考虑到铣削余量较大,采用2次加工。

图3 改进后的铣刀
在铣刀的优化中,考虑到原刀片的通用性,我们在同系列的铣刀中进行选择,只将铣刀直径加大了一个规格,由50mm加大到63mm,可以一次走刀完成加工。考虑到该刀的刀杆较长,故将铣刀的转速由2000r/min将低到1500r/min,进给速度由0.14mm/r提高到0.40mm/r,即将铣刀的0.028mm/z提高到0.067mm/z。刀具推荐的进给速度为0.120mm/z,考虑到夹具刚性,我们仅选0.067mm/z,大大提高了切削效率,降低了切削力。铣刀加工参数的优化见表1。
2.攻螺纹的优化
在选择丝锥的切削速度时必须考虑丝锥的材质、种类、牙数及底孔现状、加工材质及切削液等。我们认为原来的切削速度太慢,因此将其转速提高一倍,其加工效率也相应得到了提高。丝锥加工参数的优化如表3所示。
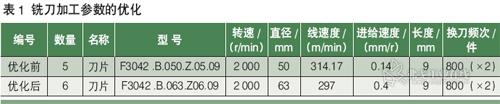
图4 传感器安装孔加工要求
3.钻传感器安装孔、倒角的刀具优化
原来加工钻传感器安装孔、倒角的工艺是:用一阶梯硬质合金钻头钻φ6.8mm的孔并倒角,然后用φ7.0mm的铰刀铰孔。

传感器安装孔加工要求如图4所示。根据传感器安装孔为φ(7.00±0.25)mm的要求,在加工中心上完全可以用阶梯钻头一次加工保证质量,因此我们设计了非标阶梯钻头B1420-100506 YK30F,一次完成了加工要求,具体参数见表3。由于是硬质合金钻头的转速由1500r/min提高到2730r/min,降低了进给速度,由0.25mm/r降到0.12r/mm,以保证孔的粗糙度,从而提高了加工效率。

结语
通过以上措施优化后,改进的钻头换刀频次由3000件提高到了6000件,其余刀具换刀频次不变,表4为的优化前后的机床时序图节拍。优化前,除上、下料时间外,其工时为601.3s;优化后除上、下料时间外,其工时为351.0s,时间节约250.3s,提高效率41.6%,如仅计算机加工时间可提高效率46.3%。随着该工序加工能力大大提高,整条线的生产能力也得到了提高,从此摆脱了加班连班的困境。
高速加工是集高效、优质和低耗于一身的现代制造技术,它不但可大幅度提高生产效率,降低加工成本,并且具有加工表面质量好、单位切削力小和工件温升小等特点。其刀具磨损快的问题,由于新型刀具的应用而得到明显改善。所以,高速加工已成为当前切削技术的重要发展趋向,我们不仅要关注,更要将其应用到实践当中。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论