转向十字轴冷挤压轴颈缺陷的分析与改进
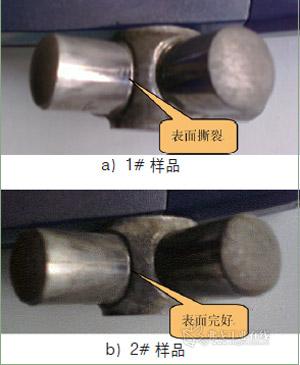
图1 表面完好与表面撕裂样品对比
本文通过对转向十字轴轴颈缺陷的金相组织分析,寻求对其金相组织进行改进的方法以达到减少缺陷的目的。
金相组织分析
转向十字轴冷挤成形后轴颈面出现大量(近50%)的表面缺陷(表面撕裂)。为分析表面缺陷产生的原因,我们对冷挤十字轴及球化退火后的原材料进行金相分析。随机选择2件冷挤十字轴,一件表面撕裂,编号为1#;一件表面完好无损,编号为2#。表面完好及表面撕裂的十字轴对比如图1所示。
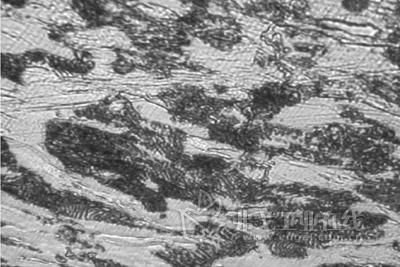
图2 处理后1#样品的金相组织
对1#样品进行切割、抛光和4%盐酸酒精溶液腐蚀,可以看出其金相组织为片状珠光体+少量点状球化体+铁素体(见图2),检测硬度为100HRB(因冷挤硬化,硬度有所增加);对2#样品进行切割、抛光和4%盐酸酒精溶液腐蚀,可以看出其金相组织为球化体及点状球化体+少量珠光体+铁素体(见图3),检测硬度为98HRB(因冷挤硬化,硬度有所增加)。
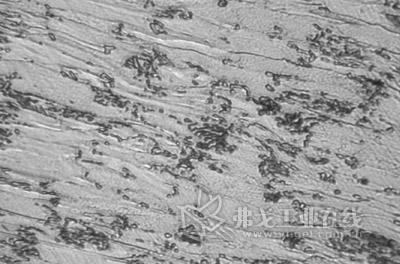
图3 处理后2#样品的金相组织
1#样品与2#样品硬度无较大差异,但金相组织存在明显的区别:2#样品金相组织球化效果较好;1#样品球化效果差,金相组织仍存在片状珠光体,材料冷挤性能差。
对球化退火原材料进行检测(两炉),1#样品金相组织为少量片状珠光体+球化体(包括点状球化体)+铁素体(见图4),检测硬度为72~73HRB;2#样品金相组织为少量片状珠光体+球化体(包括点状球化体)+铁素体(见图5),检测硬度为72.5~73HRB。
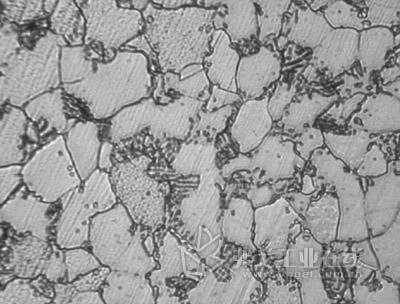
图4 球化退火后1#样品的金相组织
球化效果差是导致十字轴冷挤表面撕裂的一个原因,当然并不排除其他如磷皂化膜厚度,尤其是皂化膜对十字轴冷挤时与模具内壁摩擦的润滑效果;以及十字轴本身存在的较大形变和结构等影响,如较小的轴颈根部R等。
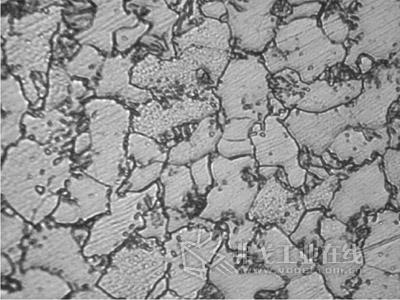
图5 球化退火后2#样品的金相组织
工艺改进
我们从产品加工工艺分析可能产生裂纹的原因,经计算,该十字轴产品的料坯长径比为3.12,比料坯长径比小于2的冷挤工艺要求高很多,故冷挤时材料的瞬间流动很大,截面变化大的位置,材料流动性较差,导致冷挤性能差,十字轴轴径上产生裂纹。因产品结构的限制,无法采用长径比小的料坯,日本某模具公司的专家认为,料坯长径比如此大的产品不能冷挤,需要更改产品设计。我公司曾提出改进设计,降低料坯长径比,提高冷挤性能,但客户不同意更改设计,故需要探索开发适用于大长径比的冷挤新工艺。该产品的加工工艺为:下料-退火-喷丸-磷皂化-冷挤成形-转道检验。
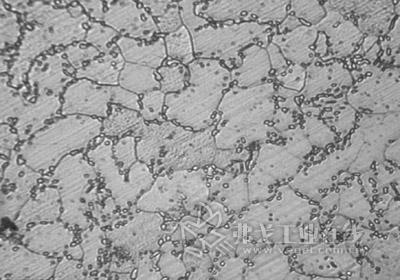
图6 退火抛丸后1#样品的金相组织
1.退火抛丸
为了提高材料的冷挤压性能,提高塑性,降低变形抗力,改善金相组织,消除内应力,使毛坯获得良好的冷锻性,下料后的坯料需进行退火处理。我公司采用井式炉退火,经过2次退火,材料硬度控制在75HRB之内。为了去除退火后可能出现的氧化皮,必须进行抛丸处理。退火抛丸后,1#样品的金相组织为球化体+铁素体(见图6),硬度为72~73HRB;2#样品的金相组织为球化体+铁素体(见图7),硬度为71.5~73HRB。改进后的该十字轴退火棒料,球化效果有较小的差异,可以看出图6、图7的金相组织明显好于图4、图5。
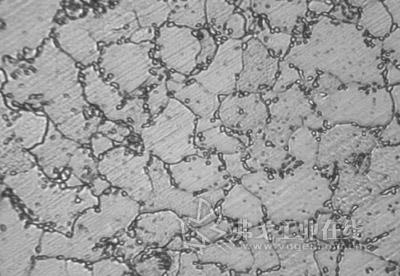
图7 退火抛丸后2#样品的金相组织
2.磷皂化处理
为了降低冷挤压力,提高模具使用寿命与挤压件质量,冷挤压的润滑非常重要。为了提高润滑效果,我们对坯料进行了磷皂化处理,使其表面能形成一层磷化层,这层薄膜有良好的塑性,可以随金属一起变形。由于它呈多孔性,因此能够容纳一定量的润滑剂,使润滑剂在挤压中不致被挤掉,从而达到良好润滑的效果。此磷皂化处理包括了以下一系列的过程:酸洗-水洗1-水洗2-磷化-水洗3-中和-皂化。
3.冷挤成形
该产品在630t冲床上冷挤一次成形,经过试制分析,闭模力从20t调整到10~11t,锻造速度从35只/min调整到28只/min,这使得材料在模具中有充分的时间流动,避免由于流动不充分导致十字轴表面产生裂纹。
通过以上改进并试验后,该十字轴冷挤裂纹明显减少,经统计,裂纹废品率从50%降到0.64%。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖