开卷线钢带跑偏解决对策
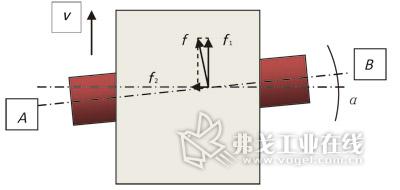
图1 钢带经过带驱动的夹送辊时的受力情况(省略了压辊)
随着设备的使用磨损和零件精度的丧失,汽车钢带开卷线跑偏的情况经常发生,会导致一系列严重后果。本文主要以带压辊的夹送辊为例,探讨了开卷线钢带跑偏的原因及解决办法。
汽车钢带开卷线跑偏是实际生产中常遇到的故障,它会导致钢带表面质量缺陷以及剪切后板料尺寸超差等情况,影响后续产品的质量,严重时会导致产品报废,对设备造成损伤,因此及时处理这一故障十分必要。
原因分析
从理论上讲,钢带开卷线跑偏的原因主要是板料两边受到了过大的不相等的作用力,这样受力失去平衡,在行进的过程中就会出现跑偏现象。如果能够在生产线中保证各个零部件参数都为标准良好状态,那么跑偏现象就不会出现。但在实际中,随着设备的使用磨损和零件精度的丧失,其工作参数的变化是不可避免的,跑偏也就时常会发生。
解决对策
由于每个现场都不尽相同,所以造成跑偏的原因多种多样。在汽车钢带开卷线中,没有钢带包角较大的转向辊,托辊由于其与钢带的接触压力和接触面积较小,所以对钢带跑偏影响较小,对跑偏影响较大的辊子绝大多数为带压辊的夹送辊,所以本文的分析都是以夹送辊为例。在处理跑偏问题时一般要从以下几个方面入手:
1.检查部件间及部件内辊子轴线的平行度
图1所示为钢带经过带驱动的夹送辊时的受力情况(省略了压辊),当辊子出现平行度超差时,辊子的轴线与钢带运行方向不垂直,钢带所受到的摩擦力f与辊子轴线AB相垂直,与钢带前进方向出现夹角α,于是f就可以分解为f1和f2两个分力,其中f1与钢带前进方向v一致,是钢带前进的动力;而f2与钢带前进方向垂直,对钢带前进没有作用,它是钢带跑偏的扰动因素。但由于在生产线中存在许多约束,如钢带的边导向装置、相邻辊子的摩擦约束力等,只要这一摩擦分力不大于其他约束力,钢带也不会发生跑偏。当摩擦力f2超过其他约束力在水平方向的分力时,钢带就出现跑偏现象。
某汽车厂引进的原米勒万家顿生产的二手数控高速开卷线就曾经出现过每次使用清洗机时钢带就会出现严重跑偏的故障,导致钢带一侧去毛刺装置损坏、钢带卷边;不使用清洗机时跑偏就不会发生。在故障的排查中,我们采用分别单独压下送进辊、挤干辊验证,结果钢带都出现跑偏,而且方向相同。
后经测量发现清洗机与后续校平机中心线不平行,两端辊间距相差9mm,调整清洗机中心后钢带跑偏问题得到了解决。经分析,如此大的误差应是安装失误造成。
开卷线施工中要求各辊子的平行度安装精度要低于±0.1mm/m,但在实际故障发生时,我们测量辊子间的平行度的方法是测量辊与辊之间的距离,这种方法在辊子之间位置紧凑或距离较远时均难以实现,甚至无法实现。所以,我们在调整辊子平行度时比较实用的方法就是试调整法,边调整边用钢带测试,以钢带运行情况来判断是否调整到位。机器长期运行中连接部分的松动、轴承的损坏,或安装失误以及安装时使用不同测量工具的误差等均可导致辊子的平行度超差,在实际应用中应针对不同因素加以调整和预防。
2.检查跑偏处压辊两端的压力是否一致
压辊的表面材质一般包括钢质和软质两种。其中软质压辊表面一般是由橡胶和无纺布等材料制成,受到压力后会产生压缩变形,如果辊子两端压力不一致,就会出现辊子两端受力后变形量不同,使辊子表面呈锥形,这样钢带经过时两端会出现不同的线速度,导致两端摩擦力不同。而对于存在中高的压辊,辊子表面从中部到两端直径逐渐变小,呈鼓形。如果辊子两端压力不一致,就会导致辊子一端压实,而另一端不能压实,压实的部分辊面也存在大小头的情况,在旋转过程中,钢带两边会出现不同的线速度,导致对钢带两端的摩擦力不平衡,出现跑偏。此时的跑偏方向为压力小,开口大的一端。
检查辊子两端压力是否一致,现场维修时可以用以下方法:
(1)将工作压区范围上、下辊面擦拭,保证其清洁、干燥;
(2)把压印纸放置在上、下辊之间按轴向线性展开,为了使压痕在纸的中间,必须确认压印纸的中心与两个辊的中心的连线重合;
(3)让辊子慢慢闭合,然后逐渐加压至操作压力,在压力达到操作压力后,约1min后使辊子脱开,而后取出压印纸并且用压区宽度来判定两端压力情况。
图2显示了辊子两端压力不同时出现的压痕。可以看出,只有当f1=f2时,压辊才能与钢带均匀接触,使钢带正常行进。
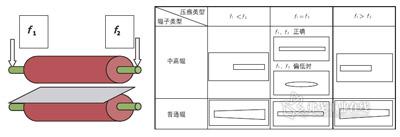
图2 辊子两端压力不同时出现的压痕
造成压辊两端压力不一致的主要原因有:压辊两端气缸气压不一致、辊子两端压下速度不一致、密封圈磨损以及压力调整阀故障等。所以,当出现压力不一致的情况时,要对上述因素逐一排除。必要时,要对气路进行改进,在两端气缸的进气路分别加装调压表、节流阀来保证气缸的气压和压下速度一致。
3.检查辊子的外径在整个长度方向是否符合设计要求
辊子在长期使用过程中需要不断与钢带接触,由于辊子两端压力、辊子的水平度和辊子表面自身质量等因素,不可避免要产生不均匀磨损,或使辊面产生“锥形”,使辊子不能均匀与钢带接触;或两端出现不同的线速度,导致钢带经过时受到的摩擦力不一致,造成钢带跑偏。这种磨损不均匀的现象对于表面为软质的辊子尤为明显,某汽车厂开卷线清洗机使用福博士生产的挤干辊,使用过程中出现同一根辊直径不均匀磨损量高达4~5mm的情况,因此辊子外径应定期检查,若出现外径偏差超差,应及时对辊子表面进行修磨或更换新的表层材料。如果要对辊子进行修磨,必须结合生产线的实际情况,看此处辊子是否与其他辊子有机械同步轴联动,如果有机械同步轴,那么就必须对联动的辊子都进行修磨,以确保修磨后的辊子具有相匹配的线速度。
检测辊面直径应沿轴线方向将辊面等分,等分段数越多越精确,然后测量每一个截面的直径,每个截面应测量超过3个值,然后通过对比每个截面的数据,来分析辊面的磨损情况。
4.检查辊子轴线的挠度是否超差
当辊子轴线出现挠度时,与钢带接触时出现周期性跳动,此种情况出现在长期放置的设备上。由于辊子本身自重大,若设备长期放置,会导致辊子的轴线出现挠度,在长度较大的辊子上更为明显。辊子挠度过大时也会使钢带受到不均衡的力,所以建议长期放置的细长辊子,应定期变换辊子的对地面,避免辊子出现挠度。
5.检查开卷机放卷张力是否正常
钢带的张力是约束钢带跑偏的一个很重要的因素,在跑偏不太严重的场合,只增加放卷张力便可消除跑偏现象。当然,放卷张力不可调得太大,因为放卷张力的增加会出现钢带的牵引功率增加、钢带与辊子打滑等现象,造成生产能耗加大及钢带表面产生搓痕等不良后果。另外,当生产线存在跑偏因素干扰时,保持张力的恒定有助于维持钢带的摩擦平衡,防止跑偏发生。
6.检查钢带的镰刀弯是否超差
镰刀弯是钢带沿长度方向凹形侧边与连接测量部分两端点直线间最大距离。它会导致钢带两边的长度不相等,如果镰刀弯超差就会导致钢带的跑偏。对于偶发性的跑偏,应考虑是否是镰刀弯超差引起的。此种跑偏的方向为镰刀弯的对侧。
结语
钢带跑偏的影响因素很复杂,要想把每个因素对跑偏的影响程度量化是非常困难的,我们只有充分分析生产线的设备状况、生产工艺参数及原料等因素,发现引起跑偏的主要原因,然后采取不同措施对其加以排除。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论