汽车内饰的制造工艺及应用分析
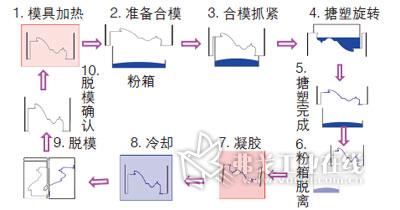
图1 搪塑成型的工艺流程
随着汽车技术的快速发展,大量的新技术、新材料和新工艺在汽车上得到广泛应用,使得汽车的动力性、经济性、安全性、排放性及舒适性都有了极大的提高。同时,由于汽车在普通家庭的逐渐普及,用户对汽车的整体质量,尤其是对汽车内饰的精致性、舒适性和豪华性要求越来越高。而满足用户对汽车内饰的要求,更离不开汽车内饰的各种制造工艺。为此,本文主要针对当前汽车内饰的主流制造工艺及应用情况进行了介绍。
搪塑成型
搪塑成型,又称旋转成型,主要用于制作软质仪表板和门护板的表皮。该技术早在20世纪60年代起源于日本,在80年代末开始引入欧洲并得到迅速推广,而在国内则是在21世纪初才开始引进的,最初只在少数合资企业中得到应用,直到近几年才在国内的自主品牌中开始逐步应用。

图2 PU喷涂表皮的生产流程
搪塑成型的主要原理是:先将带有表面花纹的搪塑模具加热到搪塑表皮的成型温度,然后将粉箱与搪塑模扣合,使之按设定的程序进行旋转。当粉料熔化并粘附于模具表面达到一定厚度后,脱开粉箱;接着,继续加热模具的外表面,使模具内表面的搪塑表皮得以塑化烧结;最后,快速冷却模具外表面,使表皮冷却成型。
目前,搪塑成型所用的原材料主要为PVC和TPU。PVC的原材料来源广泛,价格便宜,且已经应用多年,有着丰富的设计和生产经验,目前主要被大多数中、低档汽车所采用。TPU是21世纪初新兴的一种原材料,相对于PVC其密度更小,且不含有毒、有害物质,更加环保,目前已经在国外一些中、高档车型中开始应用。图1为搪塑成型的主要制作工艺流程。
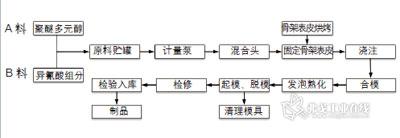
图3 软质仪表板的制作工艺流程
由于搪塑表皮的表面花纹是在表皮成型过程中形成的,因此表皮的花纹不仅清晰、美观,而且一致性非常好。在产品设计上,可以设计出比较复杂的型面特征,外观R角可以做到1mm,甚至是一定的负角,从而加大了产品造型设计的自由度。据介绍,由该技术制得的产品有良好的弹性和低收缩率,而且材料的成本相对较低。
但同时,搪塑成型也存在一定的缺点:模具的投资成本大,且寿命短(一般模具的质量保证只有2~3万次表皮寿命);设备的投资成本大;需要不断清理模具,导致辅助工时较长。
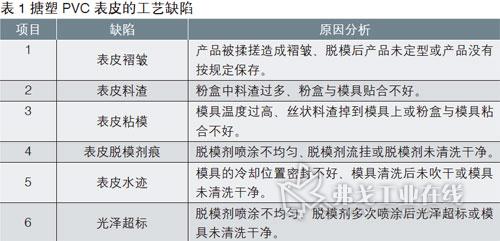
在实际的生产过程中,PVC搪塑表皮还存在表1所示的工艺缺陷。
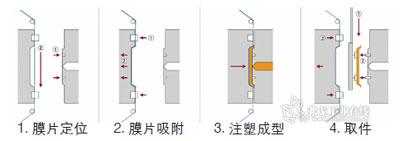
图4 膜内转印的制作工艺流程
PU(聚氨酯)喷涂
PU喷涂工艺是近几年迅速发展起来的一种新的表皮成型工艺,其成型原理为:先在表皮成型模表面喷上脱模剂,而后再喷涂模内漆(可根据产品需要喷涂不同颜色的模内漆),随后喷涂液态的PU原料(可通过喷涂机械手控制表皮的厚度),最后冷却起模。根据原料配方的不同,熟化时间为40~180s。图2为制作PU喷涂表皮的仪表板的主要制作工艺流程。

相对搪塑工艺而言,PU喷涂工艺拥有许多优点,比如:可实现双色仪表板表面,使得造型设计更灵活;设备也相对简单,可大大降低能耗,尤其是近几年PU粉状原材料的降价,使得利于回收的PU表皮的价格有可能与传统PVC表皮竞争。表2为搪塑表皮与PU喷涂表皮两种工艺的对比。

图5 膜内转印的膜片结构
值得一提的是,上述搪塑和PU喷涂工艺为软质仪表板表皮的主要制作工艺,其他工艺还包含注塑、发泡和铣削等工艺。图3所示为软质仪表板的制作工艺流程。
模内转印(IMD)
模内转印是指将事先设计有不同花纹的膜片在合模前吸附到注塑模具的型腔表面,再将熔融状态的塑胶(一般为PC+ABS)注射到模具内,从而使膜片与塑胶融合为一体。图4所示为膜内转印的制作工艺流程。
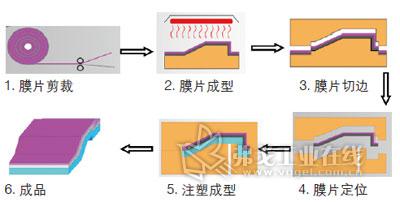
图6 模内嵌膜的制作工艺流程
膜片的厚度一般为0.5mm,其组成结构如图5所示。膜片上的图案可以做成木纹、金属拉丝、铝质、碳纤维、高亮和亚光等各种不同效果。由于其上有PET层保护,膜片具有很好的耐刮擦性和耐腐蚀特性,而且其图案在产品长时间使用后也不会有任何损伤。
模内嵌膜(INS)
模内嵌膜是将膜片预先在成型模具中通过高压吸附形成产品外表面的形状,再经过裁边后放到产品的注塑模具中,然后与熔融状态的塑胶一起注塑成型。具体的制作工艺流程如图6所示。
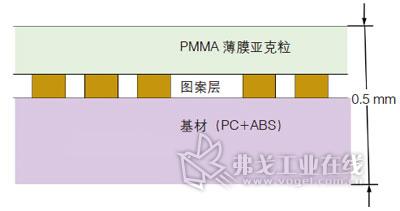
图7 模内嵌膜的膜片结构
模内嵌膜所用的膜片与模内转印有所不同的是,其表面不是PET而是PMMA薄膜,整体厚度也是0.5mm,如图7所示。相比PET膜层,PMMA薄膜具有更好的耐磨及耐候特性。
相对于IMD工艺,INS工艺最大的优势在于,可以生成更大的表面拉伸装饰。虽然增加了真空吸附和切割工装,工序较为复杂,且单件的生产成本更高,但是INS工艺省掉了膜片传送定位装置,可直接在普通的注塑机上使用。图8为两种工艺所能达到的不同表面效果对比。

图8 膜内转印和模内嵌膜的效果对比图
模内转印及模内嵌膜技术的出现是汽车内、外饰颜色纹理设计方面的一个飞跃,它们完全突破了以往传统水转印工艺对产品颜色纹理的限制,只需要切换不同的膜片,就可以实现产品表面不同颜色纹理的搭配,满足不同客户群体的个性化需求。相比传统工艺,它们还极大地提升了生产效率,且工艺过程更加环保,产品也具有更高的耐腐蚀特性。
目前,两种工艺所需的膜片还没有进行国产化,而国内主要有德国库尔兹、日本日写及韩国LG等几家公司通过进口代理的方式在国内销售。尽管如此,两种工艺在汽车零部件产品的生产以及应用已经逐渐在国内主流车型中得到普及。
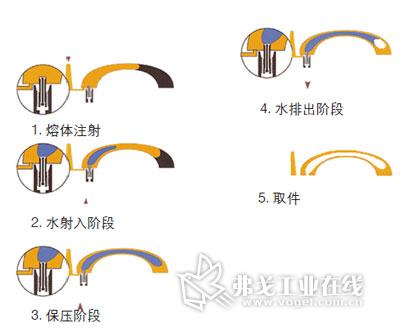
图9 水辅注塑的工艺流程
水辅注塑
水辅注塑(WIT或WAIM)于21世纪初起源于德国,并逐渐在世界范围内得到逐步运用。它是一种在气辅注塑(GIT)基础上发展起来的新型注塑技术,基本原理为:聚合物熔体注入模具型腔中;将水导入熔体中,水沿着阻力最小的方向流向制件的低压区域;当流水在制件中流动时,它通过置换物料而掏空厚壁截面,形成中空制件,而被置换出来的物料则用于填充制件的其余部分;当填充过程完成后,由水继续提供保压压力,解决制件在冷却过程中的体积收缩问题;待模具冷却后,排出水并取出制件。其制作工艺流程如图9所示。
与气辅注塑相比,WAIM技术除了可以减小或者消除翘曲变形、避免缩痕、节约材料和降低制品的内应力之外,还可以用于生产那些壁厚更薄、更均匀且内表面更光滑的制品。

图10 低压注塑的工艺流程
另外,由于水的导热率为N2的40倍,除了普通的冷却模具外,注水会引起塑件产品的内部冷却,因此与气体相比,使用水后可将冷却时间缩短达70%,而且产品达到脱模温度的时间也要短得多。同时,水相对N2也要廉价很多。
随着技术的不断成熟,水辅注塑的运用也将越来越广泛。目前,已有多个在汽车门拉手中的成功应用案例。
低压注塑
低压注塑工艺是将表皮预先放到模具内,然后借助螺杆的推力,将已塑化好的的熔融状态的塑胶注射入闭合的模腔内,再经固化定型后取得制品的工艺过程,其制作流程如图10所示。
低压注塑表皮所用的材料可以是布料,也可以是PVC面料。与传统的包覆工艺相比,该工艺具有以下优点:(1)低压注塑是将表皮材料与塑料基材融为一体,不存在脱落的可能;(2)由于没有包覆工艺所必需的涂胶工序,低压注塑工艺过程更为环保;(3)低压双层注塑零件的内部结构可任意设计,表面造型的自由度相比包覆工艺更大,并且造型特征更清晰、硬朗;(4)低压注塑的生产效率更高。
鉴于以上低压注塑的特性,目前该工艺已被广泛应用于汽车门护板、立柱护板和包裹架护板等产品的生产。
结论
以上所介绍的几种工艺只是当代汽车内饰制造工艺中的很少一部分,其他涉及的工艺还包括阴模吸覆、真皮包覆、IML、高光喷涂、高光注塑和亚光电镀等工艺,限于篇幅本文将不再一一介绍。
总之,随着科学技术和汽车行业的不断发展,未来将会有越来越多的新工艺被运用到汽车内饰的制造中,使汽车内饰不断符合客户越来越高的要求。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖