载货汽车水性免中涂涂装工艺
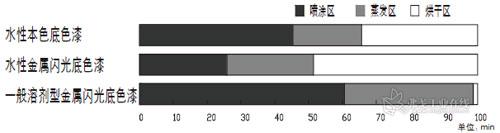
图1 三种底色漆在不同区域的溶剂蒸发比例
本文介绍了水性免中涂的特点及其在生产应用中的施工参数、工艺流程。以水性免中涂银灰金属漆和樱桃红金属漆为例,与溶剂型免中涂色漆进行性能对比,探讨了载货车整车水性免中涂在现行溶剂型免中涂涂装线上的实车喷涂可行性。
随着国内汽车市场竞争的日益激烈以及中国对清洁生产的日渐重视,汽车涂装在保证高装饰性、高防腐蚀性能的同时,正朝着采用环保性能良好的材料和工艺、简化处理工序、减少设备投资和运行费用以及降低生产成本的方向发展。
降低挥发性有机化合物(VOC)的排放是汽车涂装的发展趋势。由于水性漆稀释剂的主要成份为水,与溶剂型漆相比最大的优点是对保护环境有利,即VOC排放大大降低。如水性底色漆的有机溶剂含量为10%~15%,而溶剂型底色漆的有机溶剂含量为80%左右,使用水性底色漆替代溶剂型底色漆,可使VOC排放量从45g/m2降至7g/m2。欧美国家为了严格限制VOC排放量都制定了相应的环保法规,促使汽车涂装材料向着高固体份、水性化和粉末化方向发展,汽车涂装工艺向着免中涂工艺、3C1B工艺等简化涂装处理工序方向发展。水性免中涂工艺材料在技术上已经发展成熟,并取得了良好的经济效益和社会效果。国内的轿车龙头企业一汽大众成都三厂也从2011年起采用水性免中涂工艺,为其他汽车企业推广应用水性漆起到示范效应。截止目前,包括一汽大众、天津一汽丰田、北京奔驰、上海通用、沈阳宝马和合肥江淮等大部分的国内合资品牌和部分自主品牌轿车已开始实现水性化,部分载货车、商用车也在尝试水性化的涂装。
本文就水性免中涂工艺的特点,对一汽载货车溶剂型免中涂涂装线试喷水性免中涂材料的可行性及实施水性免中涂工艺进行了探讨。
试验部分
1.水性免中涂色漆Ⅰ和色漆Ⅱ的作用
水性免中涂底色漆是通过采用具有中涂功能的色漆Ⅰ和具有色漆功能的色漆Ⅱ分别代替传统中涂和面漆,大大减少了涂料用量和能源消耗。色漆Ⅰ为功能性涂料,加入UV防护颜料、界面稳定剂等成分,涂层主要具备中涂的全部功能以及色漆的部分功能,体现在抗石击、抗紫外(可见光)、填充性能以及部分预着色功能;色漆Ⅱ为装饰性涂层,主要赋予面漆色彩和绚丽效果。
本试验使用的水性免中涂金属漆由某公司提供,颜色分别为银灰色和樱桃红色,其主要特性值见表1。

2.水性免中涂涂料特性
水性免中涂底色漆中水的挥发主要是通过喷漆室的温湿度(最佳温度为20~26℃,最佳相对湿度为60%~75%;允许温度为20~32℃,允许相对湿度为50%~80%)来进行控制的。水的沸点虽低,可是其蒸发潜热高,难蒸发,挥发速度受空气中湿度影响较大。通常水性漆湿涂膜中的水分必须挥发掉85%以上,才能湿喷下一道涂料,并且防止烘烤时的突沸引起气泡孔等,因此,水性涂料喷涂后湿涂膜很难晾干。就是在较理想的条件下(喷漆室内气温23℃、相对湿度60%,风速为0.4m/s,晾干时间10min),水性涂料在喷涂作业时水的挥发率也较溶剂型涂料低得多。三种底色漆在喷涂作业区,晾干(蒸发)区和烘干室中溶剂蒸发比率如图1所示。
3.水性免中涂工艺流程
溶剂型免中涂是在电泳烘干后,直接喷涂两遍底色漆加普通清漆进行烘干。而水性免中涂工艺具体流程为:前处理→阴极电泳→烘干→电泳打磨→焊缝密封胶→胶烘干→水性免中涂色漆Ⅰ外板喷涂(室温闪干5min )→水性免中涂色漆Ⅱ内板喷涂→水性免中涂色漆Ⅱ外板喷涂→预烘干→清漆喷涂→烘干。

4.试验施工条件及喷涂步骤
试验现场的溶剂型免中涂线为步进式、运输链速可调的涂装线,只有一个喷涂室和一个烘房(见图2)。因此,只能是在喷完水性免中涂色漆Ⅰ、色漆Ⅱ及预烘烤后通过快速通道快速返回面漆喷涂室喷清漆。喷涂室温度为28~31℃;相对湿度为50%~54%;喷涂方式为手工空气喷枪喷涂。
水性免中涂的具体喷涂步骤如下:
(1)在准备室对电泳烘干后的车身打胶,不平整处刮少量腻子后依序用320#—500#—800#砂纸水打磨、擦净。
(2)在面漆喷涂室内对整车外板喷涂色漆Ⅰ(室温闪干4~6min,膜厚为12~16mm)。
(3)色漆Ⅱ喷涂内板需涂装的部位(膜厚为10~14mm)。
(4)色漆Ⅱ分两遍整车外板喷涂(膜厚为10~14mm),然后进入烘房内80℃下5min预烘烤,并通过快速通道返回面漆喷漆室。
(6)溶剂型2K清漆喷涂内板需涂装的部位及整车外板(膜厚为40~45mm),室温流平5~8min,140℃下20min烘干。

试验结果及分析
本试验使用了经锌系磷化和阴极电泳后的两台一汽载货车虎V驾驶室,在水性免中涂面漆烘烤完成后,现场对驾驶室各项性能进行检测、评审,并与现行溶剂型免中涂银灰、樱桃红产品进行对比,对比结果如表2、表3所示。对比结果表明:漆膜光泽、DOI值明显优于溶剂型免中涂产品,桔皮长短波方面与溶剂型免中涂产品相当。
在测试车身外观的同时,对车身的机械性能如附着力、冲击强度、铅笔硬度、抗石击和杯突等性能参数进行测量,结果显示:附着力为0级,冲击强度为294N.cm,铅笔硬度为HB(中华铅笔),抗石击为3级,杯突为6.6mm,均达到了企业涂层技术指标要求。整车外观效果略优于溶剂型免中涂产品(见图3)。
结语
本次试验的喷涂线是溶剂型涂料的载货车生产线,喷涂房没有温湿度控制设备,没有ARP空气净化和加湿系统,但得到的试验结果令人满意和鼓舞。产品性能与整体外观略优于现行产品,尤其是优异的光泽和鲜映性漆膜品质,使我们增加了对水性免中涂工艺应用的信心。
此次试验采用的车身电泳漆外观状态不是很好,不得不使用腻子找平,打磨部位较多,已经对目前的面漆外观造成了负面影响。因此,后续还应致力于提高电泳车身质量,减少颗粒与打磨点数量,提高电泳涂层的整体质量,以获得更优异的外观质量效果。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖