GP50主焊线下车体到总拼输送方案
工艺方案
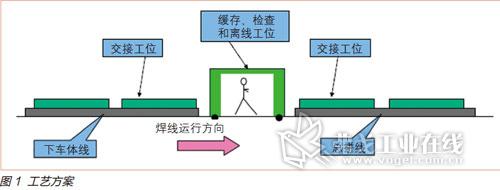
按照GP50下车体总成到总拼的工艺方案(见图1),下车体焊线与总拼焊线分为两部分,中间设置1个工位,功能如下:
1.用于缓存下车体总成工件,下车体焊线造车速度快于总拼造车速度时,此工位可用作缓冲。
2.对下车体总成工件进行随机抽查,确保下车体焊合总成焊点质量,避免虚焊、脱焊和漏焊出现。
3.对有问题的下车体总成焊合件进行离线返修,遵守“三不”原则——不接受、不传递及不制造缺陷。
输送方案
在GP50下车体总成输送方案中,下车体至总拼输送采用两台自行小车往复交接输送工件,安装在二次网架下方。电动葫芦提升速度为慢速4m/min、快速16m/min,运行速度40m/min。交接工位输送上升高度为1400mm,缓存(检查、离线)工位输送升降高度为900mm。
整个运行过程分为以下五个部分(见图2):
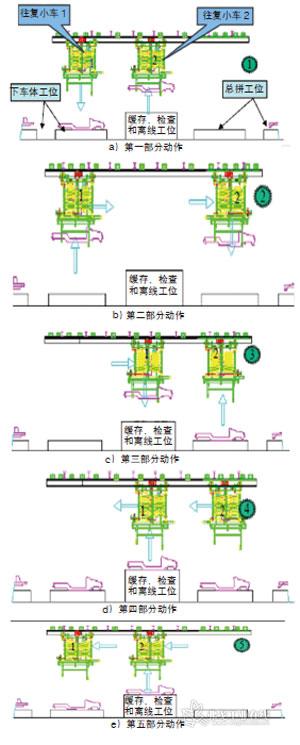
图2 整个运行过程分为五个部分
第一个部分动作为当下车体总成放入下车体焊线的最后一个工位时,往复小车1防落夹打开,开始下降,快速下降,慢速下降,下降到位,关闭吊具,抓取工件;同时,缓存、检测和离线工位有工件,往复小车2开始抓取工件,慢速上升,快速上升,上升到位,停止。
第二部分动作为往复小车1抓取工件,慢速上升,快速上升,上升到位,停止,关闭防落夹,准备向总拼方向前进;同时,往复小车2抓取工件向总拼1号工位前进,前进到位并开始下降。
第三部分动作为往复小车1前进到缓存、检测和离线工位上方,并开始准备下降;同时,往复小车2下降到位,把工件放入总拼1号工位准备上升。
第四部分动作为往复小车1把工件放入缓存、检测和离线工位,吊具上升到位,准备后退;同时,往复小车2已经上升到位,准备后退。
第五部分动作为往复小车1后退到位,停在下车体拼台正上方,准备下一个循环;同时,往复小车2后退到位,停在缓存、检测和离线工位上方,开始下降取车。
输送节拍计算
按照缓冲工位和下车体交接工位同时取工件开始运行进行计算,交接工位输送上升高度为1400mm,缓存(检查、离线)工位输送升降高度为900mm;电动葫芦提升速度按照慢速4m/min,快速16m/min计算;全线长度为20m,其中工件的转运距离为6m,主要是实现将工件从下车体最后一个工位通过往复小车1转到中间的检查位,待其离开该位置后,往复自行小车2自动运行到检查工件取件,将工件转到总拼第一个工位。葫芦运行速度按照40m/min计算。通过测量计算,从下车体至总拼线输送节拍为40.8JPH(88.05s),下车体在缓存工位停留时间为46s。
若自行小车运行速度v=10~36m/min,可调(平均值30m/min),则:一台自行小车按工艺线路运行一个循环时间T1=(6×2)/30≈0.4min≈24s;葫芦在上料点快速下降时间T2=3.2/16=0.2min=12s;葫芦在上料点慢速下降时间T3=0.3/4≈0.08min≈5s;取件时间T4=5s;葫芦在上料点慢速上升时间T5=T3=5s;
葫芦在上料点快速上升时间T6=T2=12s;葫芦在下料点快速下降时间T7=1.8/16≈0.12min=7.2s;葫芦在下料点慢速下降时间T8=0.2/4=0.05min=3s;落件时间T9=5s;葫芦在下料点慢速上升时间T10=T8=3s;葫芦在下料点快速上升时间T11=T7=7.2s。故一台自行小车一个工艺循环的总时间T总=87.4s 。
输送设备方式
在输送设备方式选择上,由于双轨道电缆链接方式具有在SGMW的故障率低、运行稳定以及利于调整等优势,所以最终下车体至总拼往复线采用双轨道带剪刀叉自行小车输送方式。
除此之外,我们对下车体总成自行小车的吊具还进行了以下几个方面的改进:选择合适的吊点部位,缩短吊具横悬臂长度,从而减小吊具的张开宽度;吊具增加与下车体的限位机构,保证工位与吊具相对位置不变;增加取件和放件位吊具导向装置,保证取放件位置精度;增加上到位导向及定位机构。
电气控制系统
1.控制原理及方法
电气控制系统以PLC为核心,通过DeviceNet工业总线的方式,对现场自行小车进行集中控制。地面设置主控柜1台,包含PLC及电气元件,自行小车的运行采用变频控制,实现慢速、快速及匀速控制等功能,有效地保证了自行小车运行的平稳。
主控柜和各按钮站及手电门均设有急停按钮,有故障或误操作可使设备立即停止。整个设备具有故障诊断和报警功能,电动机控制有过载保护,可诊断到电动机的单相和过载,并通过蜂鸣器进行报警。通过Rslogix 5000软件能够检测到各种开关信号的出现和消失,从而能够进行相应的动作。
通过HIM人机交换界面,检测各个区域设备运行状态,显示各个开关信号状态、DeviceNet状态等,手动操作各个设备,方便现场操作和设备维护。
2.控制方式
自动加手动控制,系统既运行于自动状态,保证生产节拍,又进行手动调整,操作灵活方便。
3.工位设置
下车体转运双轨往复自行小车输送线在线头和线尾均设置有1个维修工位,即设置有1个上件维修工位、1个转挂上/下件工位、1个下件工位和一个下件维修工位,共5个工位。
结语
本文颇具创意的提出,下车体总成输送线采用两台自行小车往复交接输送工件的方式,打破了传统环线自行小车输送方式,不仅满足40 JPH工艺需求,而且故障率低;特别是下车体总成采用两台自行小车往复交接输送工件方式,为工艺预留出1个下车体总成检查工位,也可以用于缓存和离线维修,是环线自行小车输送方式所没有的,希望读者加以学习、借鉴。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖