浅析车用PHC材料
凭借质量轻、强度高和设计自由度高等优点,聚氨酯复合材料(Polyurethanes Composites,以下简称“PHC”)在汽车中的应用越来越广。本文对车用PHC的结构、成型工艺、性能要求和试验方法等方面进行了介绍。
PHC凭借质量轻、强度高等特点,可应用在汽车备胎盖板、搁物板、天窗遮阳板和支承板等部件上。PHC在欧洲车型中已得到了广泛的应用,经过近两年的发展,该材料在中国汽车行业的应用也正迅速增长。
PHC的结构和优点
PHC为夹层结构,它以芯材为基板,上下复合面层,表面复合装饰层而成。根据产品需要,其表面装饰层可以复合面料、无纺布和PVC革等材料。面层材料通常采用玻纤或碳纤维毡材料喷涂PU组合料。芯材可采用蜂窝纸板、波纹纸板、铝板和塑料板等。从产品的成本及质量要求方面综合考虑,目前纸板芯材采用得较多;蜂窝纸板由于强度高、可压缩且运输成本低,因此一些平面形状的产品(如备胎盖板和搁物板)大多采用蜂窝纸板;波纹纸板易于弯曲,因此一些需要折弯的产品需选用波纹纸板作为芯材。由于PC与PU之间的结合力最好,因此选用塑料芯材时多采用PC材料。
PHC的设计厚度一般为6~30mm,可通过调整芯材厚度来实现。随着芯材厚度的增加,PHC的强度会成倍增加。
PHC具有如下优点:重量轻且弯曲模量高。根据产品要求不同,可将玻纤克重设计为225~900g/m2,芯材设计为100~2500g/m2,PU料设计为300~900g/m2。为保证产品边缘强度,可适当加大边缘的喷涂量;耐高温性好,尺寸稳定性好;耐撞击性优异;设计自由度高,可以设计为非平面产品和不等厚产品等,还可以通过调整玻纤及PU料的用量来满足产品不同的强度要求;生产效率高,在生产中可以避免使用脱模剂。
PHC的成型工艺
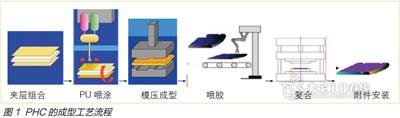
PHC的成型工艺一般分为玻纤与芯材组合、喷涂PU料、模压成型、涂胶、复合面料和包边附件安装。其工艺流程如图1所示。
PHC产品的主要性能要求及试验方法
以下将以某公司的备胎盖板为例,介绍PHC产品的性能指标和相应的试验方法。
1.180˚剥离强度。在标准状态下或者经过热循环试验之后,PHC产品的180˚剥离强度应≥2.5N/25mm,边界部位取样强度应≥15N/25mm。试验方法为:将试样夹持在试验机上,保证剥离面与试验机力线一致。试验机以(300±10)mm/min 的下降速度连续剥离,由自动记录仪绘制剥离曲线,并同时计算出剥离力。
2. PHC产品的甲醛释放量应≤9mg/100g。试验方法为:取(40×100)mm的试样3块,分别称重后挂在加了50ml水的聚乙烯瓶(1L)中并离水面40mm,放入(60±2)℃的干燥箱里保存3h,然后将瓶子冷却,利用分光光度计测定在蒸馏水中吸收的甲醛量,以测定的结果除以干燥的成型件质量。
3. 对面料的耐磨色牢度及耐水色牢度而言,其褪色、沾色要求应≥4级。试验方法按照QC/T 216-6.9及QC/T 216-6.10的规定执行。
4. 面料的耐磨耗试验失重要求为1000次≤400mg。试验方法按照QC/T 216-6.6的规定执行。
5. 面料的耐霉菌性要求为在试验后无霉菌滋生。试验方法为:在容积为1L的密封瓶中加入约50ml 蒸馏水,将尺寸为(50×100)mm 的试样悬挂或放置在支架上,使试样距离水面约20mm,放置在温度为40℃的温箱中5天,取出后观察是否有霉菌滋生。
6. PHC产品在低温冲击性试验后应无断裂或裂纹。试验方法为:将试样置于(-40±2)℃ 的恒温箱中4h以上后取出,固定在实验台上,用质量为500g的钢球从400mm的高度垂直落下对其冲击。冲击试验在试样离开预处理环境5s内完成。
7. 气味性应≤3级。试验方法为:随机准备3块(50±5)cm3大小的试验样件,把该样本放入一个(80±2)℃的1L玻璃烧杯中2h,取出样本后,回冷到实验室温度(60±2)℃进行鉴定。鉴定人员至少应有3位,如果各个鉴定人员评分结果差距在2个等级以上,则需要至少由5位鉴定人员进行重复试验。如不能确定时可取中间分数,如3.5级。最终结果取3人的平均值,遇最终等级为小数时,应在整数级和半数级间进行约数后定级。评判标准为:1级无气味;2级有气味,但无干扰性气味;3级有明显气味,但无干扰性气味;4级有干扰性气味;5级有强烈干扰性气味;6级有不能忍受的气味。
8. 转动耐久性试验后,PHC产品应可正常使用,铰链位置不出现破损,铰链位置平放时不出现面差,铰链位置面料不开胶。试验方法为:样件平放,在常温下翻转4000次,翻转角度为90˚;在60℃翻转500次,翻转角度为90˚;在-30℃条件下翻转500次,翻转角度为90˚。
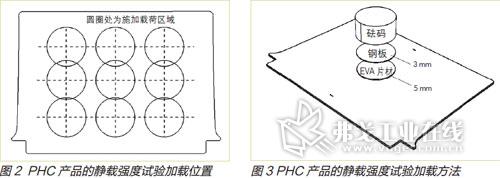
9. 静载强度试验后PHC产品应无断裂或裂纹,产品变形等级≤2级。试验方法为:将样品模拟装车环境,在长度和宽度方向分别划3条线分割成4等分,每个横竖线的交点即为加载圆的圆心(如图2所示),加载区域直径小于80mm。在加载区域由下到上分别加载一块5mm厚的EVA片材,一块3mm厚的钢板以及砝码(如图3所示),3者总的加载质量要求≥2000N。在每个点加载后保持1min,判断样件状态,然后换下一点继续进行,直至完成所有点的检测。其变形等级的评定方法为:1级需极其仔细才能发现变形;2级有不明显变形但不影响外观和装配(20℃时≤10mm,80℃时≤15mm);3级变形明显大于15mm,但不影响装配;4级为变形已影响装配。
如今,人们对汽车的安全性、舒适性和环保性等方面提出了越来越高的要求,凭借独特的优势,PHC材料的应用无疑将推动汽车的轻量化发展以及安全和舒适性的提升。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论