基于Moldflow的汽车内饰板浇注系统设计
本文以某车型后侧围上装饰板为例,利用Moldflow软件对三种不同浇注方案进行注塑成型过程的CAE模拟分析,展示了该产品注塑成型的过程,并成功预测了三种方案缺陷问题及分布的情况,通过优化模具浇注系统的设计达到提升产品质量的目的。
汽车内饰主要由塑料件构成,并且70%以上的内饰零件是通过注塑成型加工而成,包括仪表板、门装饰板、立柱装饰板和座椅装饰板等部件。因此,注塑件的质量好坏是影响内饰质量的重要因素之一。
传统的注塑模具设计主要依靠设计人员的经验知识,模具加工完成后往往需要反复的修模和调试才能正常投入生产制造,这种加工方式严重制约了新产品的开发,使得开发周期过长、成本过高且质量比较差。随着计算机技术的发展,越来越多的企业采用CAE技术辅助设计制造模具,运用CAE技术预测模具设计中潜在的缺陷和优化模具结构,大大缩短了模具设计周期,提高了模具质量。
本文以我公司某车型后侧围上装饰板为例,设计三种不同的模具浇注系统方案,利用Moldflow软件进行CAE模拟分析,通过模拟该产品在成型过程中的熔体填充、保压和冷却过程,成功预测了三种方案的成型缺陷。通过分析比较,最终选取一种方案作为模具设计的依据。
实验设计
1. 材料与分析模型
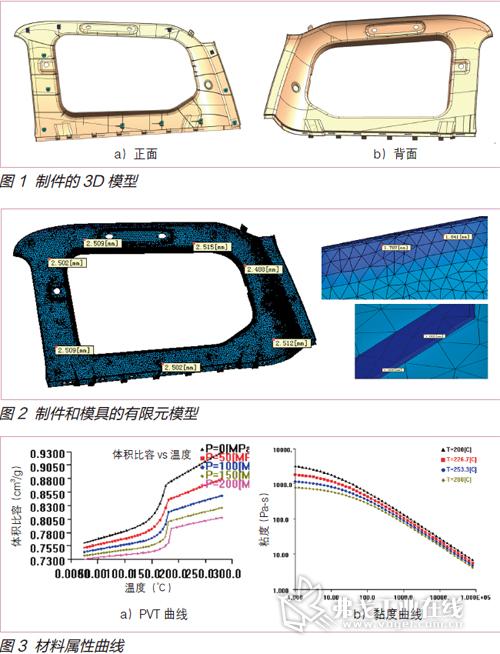
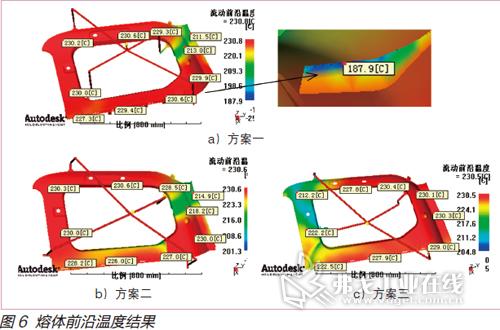
本文选取我公司某汽车后侧围上装饰板为分析模型,该制件的3D实体模型在三维造型软件UG(现名为NX)中绘制,图1所示为该产品正面和背面三维实体模型。根据汽车内饰整体的外观需求,产品外轮廓由曲面构成,造型为流线形弧面,各表面之间采用曲面过渡,表面后期腐蚀皮纹,要求无任何熔接痕和顶出痕迹;背面为装配面,采用卡扣装配形式,为避免产品在生产过程中产生热变形,在装配面中设有加强筋,其位置分布符合结构力学要求;在产品的拐角处设置了圆角,提高了产品的机械强度,改善了成型塑性的流动性,有利于产品脱模。该制件上部与汽车顶棚配合,下部与后侧围下装饰板配合,因此对产品尺寸变形有较高要求。产品的最大长度为1090mm,最大宽度为578mm,最大高度为267mm,产品的基本厚度为2.5mm,产品末端采用变壁厚结构,最末端为1.8mm,加强筋厚度为1mm,高度为7.6mm,如图2所示。产品的材料为PP+T20,材料的基本属性如表1所示,图3显示了材料的PVT曲线和黏度曲线。
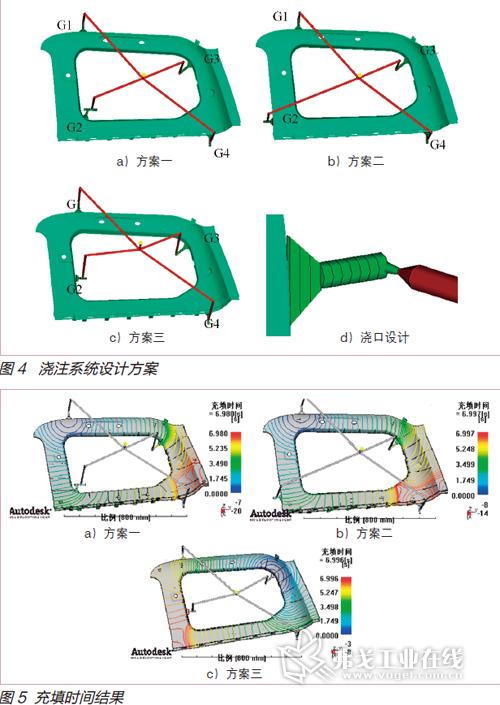
为满足有限元模拟分析要求,需要对产品进行网格化。利用UG软件把CAD模型转化为IGES文件格式,并导入到Moldflow软件中对其进行表面网格化,如图2所示。由于产品属于薄壁件,因此适合选用双面网格模型(Fusion),表面网格是由三节点的三角形组成,与中面网格不同,它是创建在模型的上下两层表面上,再利用网格工具进行合并、移动和插入节点等方式,对网格交叉、纵横比以及零面积单元等方面存在的问题进行逐一修改。网格划分时,应保证各单元的匹配率大于85%,自由边和非交叠边个数为0,单元纵横比最大值控制在6以内。经过数值求解,本文模型的网格统计信息全部满足使用要求。
2. 浇注系统方案设计
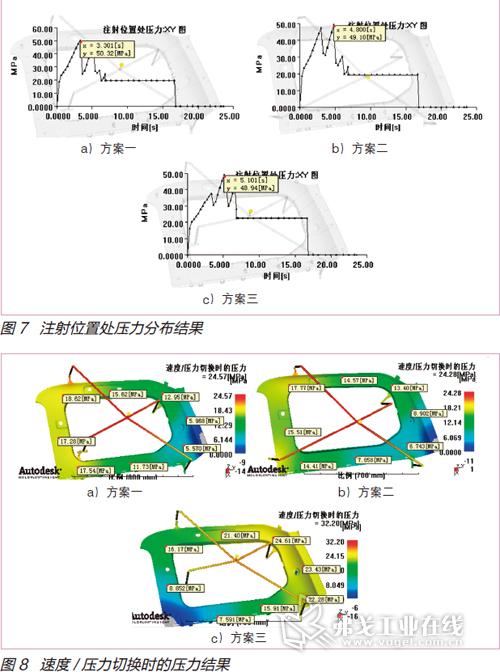
由于塑件尺寸较大和外形尺寸的特殊性,模具容易出现熔体填充困难、塑件易变形和流道材料浪费较大等缺陷。为从根本上解决此问题,我们采用多点顺序阀进浇方案,根据不同浇口的材料流长比,确定合理的各浇口进浇时间及浇口位置。结合经验初步设计了3种浇注方案,如图4所示。3种浇注方案中热流道和冷流道直径尺寸均为12mm;浇口前端形状、尺寸为:40mm×2mm;后端形状、尺寸:12mm×6mm。通过计算设置了3种方案各浇口的开启时间和开关顺序,表2显示了不同浇注系统方案的浇口进浇时间顺序。
分析结果比较
利用Moldflow软件对上述三种设计方案进行注塑成型过程模拟分析,模拟分析选用材料PP+T20;成型过程中模具温度和熔体温度控制在50℃和230℃。
1. 流动结果比较
图5是三种方案的熔体流动充填时间云图,可以借此来评估制件的充填质量。该结果显示了熔体前沿的扩展情况,结果中蓝色云图出现的位置代表最早充填的区域,红色云图出现的位置代表最后充填的区域。
由图5可知,方案一和方案二的熔体流动路径相同,最早和最晚充填的区域一致,分别为图5a和图5b制件的左上方和右下方;方案三则相反,图5c制件的右上方区域最早充填,左下方区域最后被充填满。另外,三种方案结果中的云纹线的间距基本相同,表面熔体流动前沿速度相等,并且三种方案所消耗充填时间基本相等,生产效率一致。

图6显示了产品充填过程中熔体前沿温度的变化情况,可以借此评估产品在充填过程中是否存在太大的剪切力和短射发生。由图6可知,三种方案产品大部分区域的前锋温度梯度不大,在合理的范围内,但是方案一中加强筋末端区域熔体前沿温度降较大,可能会出现滞流或短射现象。
2. 压力结果比较
三种方案注射位置处的压力随时间变化曲线如图7所示。当熔体被注入型腔后,压力持续增高。假如压力出现压力尖峰,而随后没有出现保压平台(通常出现在充模快结束时),表明熔体没有很好地达到平衡充模。图7中,三种方案均在压力峰值后出现了保压平台,因此三种保压方案均很理想,并且方案一出现压力峰值。
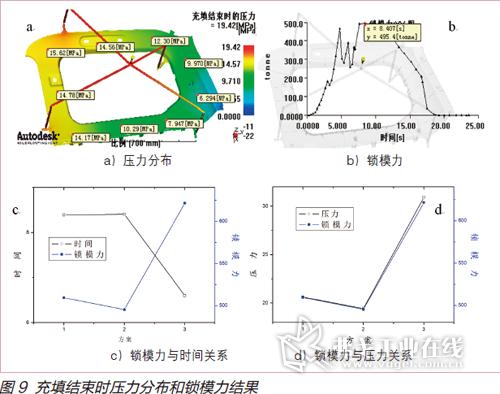
三种方案速度/压力切换时的压力分布如图8所示。该结果显示了速度/压力控制转换时的压力分布瞬间值,通常此值是整个注射成型周期中最高的。由图8c可知方案三的压力值较大,可能会导致需要较大的锁模力。与此同时,可以通过此结果观察到在速度/压力转换时制件充填了多少,未充填部分在结果图中以灰色表示。
图9a、9b显示了方案二充填结束时的压力分布和锁模力情况,图9c、9d显示了三种方案的比较结果。由分析比较结果可知,方案二充填结束时的压力差最小,说明此方案压力分布较均匀,浇口位置设计更合理;方案三的锁模力和压力均最大,与上文分析一致。
3. 成型缺陷结果比较
利用Moldflow软件对注塑成型过程进行CAE模拟分析,可以较准确地预测出可能出现的成型缺陷,如翘曲变形、熔接痕、气穴和流痕等,并且能提供直观的分析结果图。该零件用于汽车内饰,需与临近钣金件和其他的内饰零件相配合,因此对产品尺寸精度有较高的要求。另外,由于汽车内饰件一般都会直接面对汽车使用者,因此对其产品表面质量有较高的要求。下面针对尺寸精度(翘曲变形)和表面质量(熔接痕)进行结果比较。
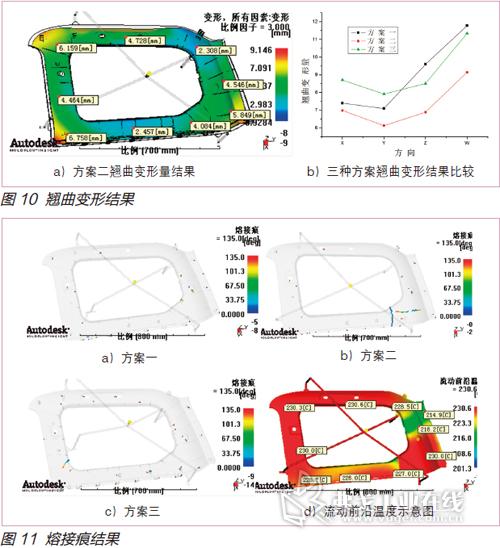
图10a显示了方案二翘曲变形量结果(放大3倍效果),可以看出:采用方案二的浇注系统,制件的整体翘曲变形比较均匀,基本符合制造要求,图10a红色区域翘曲变形量最大,数值为9.146。图10b为三种方案翘曲变形结果比较,横坐标表示翘曲变形的方向,依次为X、Y、Z和合成方向;纵坐标表示最大翘曲变形值。由图10b可知,方案二在4个方向上的变形量均小于其余两种方案,具有较好的尺寸精度。
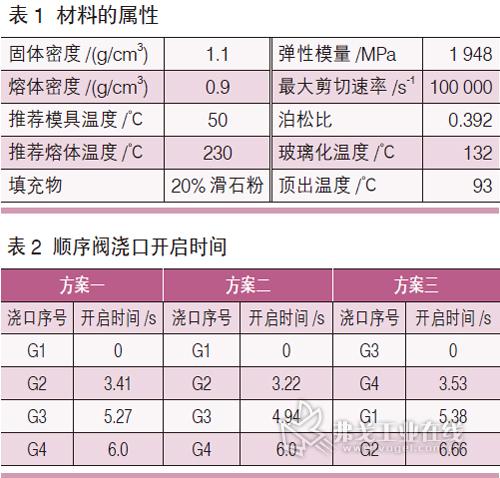
当两股聚合物熔体的流动前沿汇集到一起,或者一股流动前沿分开后又合到一起时,就可能会产生熔接线,造成产品表面缺陷,如果熔体在汇集时前沿温度过低,还会导致产品的结构强度降低。图11所示为三种方案熔接痕的结果比较,由图可知,方案一无明显熔接痕产生,方案二会产生较明显的熔接痕,方案三有不明显的熔接痕出现。将熔接痕与熔体前沿温度联合比较,发现方案二在形成熔接痕时的温度较高,熔接痕处的结构强度符合要求。
综上所述,方案二具有以下优点:型腔充填过程较均匀,型腔压力分布均匀,所需锁模力小,产品尺寸精度高;缺点在于可能会出现较明显的熔接痕,不过可以通过后续工艺参数调节和表面处理等技术进行改善。因此,采用方案二进行模具设计和产品制造,生产结果与CAE分析结果相吻合,图12为该制件的实车装配效果。
结语
基于Moldflow软件平台,运用注塑CAE技术对汽车后侧围内饰板三种不同的浇注系统方案进行模拟分析,准确地预测了其填充情况,对模具设计起到有效的指导作用。从填充分析、保压分析、型腔残余应力、熔接痕及翘曲变化对汽车后侧围内饰板的三种浇注系统进行了对比分析,发现方案二较合理。依此进行模具设计,通过进行实际生产、制造的验证,得到了符合质量要求的产品。
由此可见,采用CAE辅助技术进行模具设计,不仅提高了试模成功率,而且大大提高了产品的开发效率和产品成型质量。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论