用于提高焊接板材强度的工艺方法
针对高强度板材590L与45钢板材的焊接及感应热处理进行工艺试验,对比不同工艺下试样的抗拉强度数据,分析试样失效部位的显微组织,本文最终得出了提高焊接板材强度的有效方法。
本文采用以高强度板材590L与45钢板材的对焊为载体来模拟实际零部件总成的焊接工艺性,以提高零部件总成的整体强度。焊接方式采用CO2保护焊,焊丝采用ER50-6低合金钢焊丝,设计焊接接头的抗拉强度为950MPa。通过焊接前或者焊接后对不同板材进行感应热处理的方式来提高其局部抗拉强度,从而最终提高不同板材焊接在一起的整体力学性能及强度。

图1 45 钢板材和高强度板材590L 直接对焊
试验用板材
高强度板材590L直接从厂家轧制取材,属于高强度钢板系列的低碳钢,最小抗拉强度为590MPa,各项性能指标参照GB/T3273-2005;而45钢板材经过整体调质,其硬度为30~32HRC,抗拉强度1000~1050MPa。590L与45钢板材化学成分如表1所示。

直接对焊试验
将高强度板材590L和45钢板材直接对焊(见图1),然后加工成拉伸试样,在万能材料试验机上进行拉伸性能试验,抗拉强度值如表2所示,焊后板材试验的抗拉强度均值为635MPa;断裂位置在590L板材中部,焊接后板材的抗拉强度实际上就是590L的抗拉强度。45钢板材和高强度板材590L对焊后显微组织分析如图2所示。此次试验中的断裂位置及最终抗拉强度值未有异常现象。
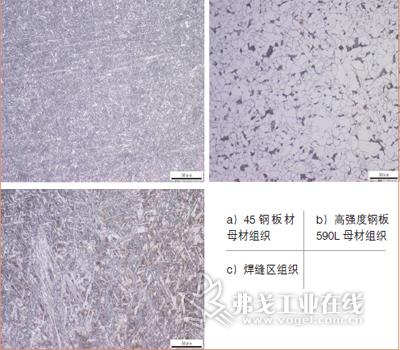
图2 45钢板材和高强度板材590L对焊后显微组织(500×)
经过金相检验分析,45钢板材母材组织为带位向的回火索氏体,而高强度钢板590L母材组织为铁素体+珠光体,焊缝区组织为针状铁素体+贝氏体+少量马氏体。此金相组织与其强度相一致,金相组织正常。
由于此力学值不能达到实际生产要求,如欲达到要求就要采用更高强度板材或者增加板材的厚度,这就意味着增加成本和提高零件的自重,但在轻量化和降成本的大环境下这是不可行的。因此,退而求其次对强度低的板材即590L板材采用感应热处理的方式进行精确热处理,以提高焊接后板材的整体强度。

根据上述试验结果、组织分析及讨论可得,为提高焊接后板材最终的抗拉强度值存在两种工艺方案:先将高强度钢板590L感应热处理,然后与45钢板材对焊;先将高强度钢板590L与45钢板材对焊,然后再感应热处理。

先感应热处理再焊接工艺
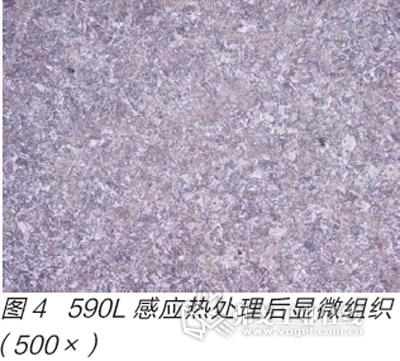
由于45钢板材已经经过调质,其抗拉强度能够满足要求,因此我们决定对高强度板材590L直接进行感应热处理,然后与45钢板材焊接。利用IGBT电源对590L进行感应热处理(见图3),感应热处理参数如表3所示,对590L的金相组织及力学性能值进行分析,如图4和表4所示。

高强度板材590L经过感应热处理后其抗拉强度均值达到970MPa,热处理组织为淬火马氏体+少量铁素体,性能上基本与45钢板材相当。然后将感应热处理过的590L板材采用CO2保护焊与45钢板材对焊,并测得焊后板材抗拉强度,如表5所示。

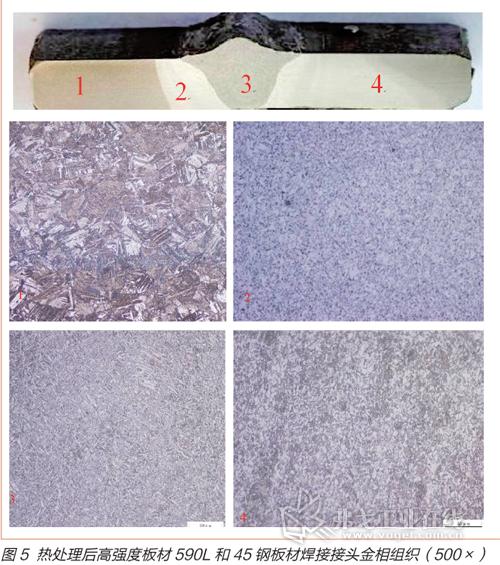
对拉断的试样进行金相分析,图5为热处理后高强度板材590L和45钢板材焊接接头,1区为590母材,2区为590母材焊后热影响区,3区为焊缝,4区为45钢板材母材;焊接接头金相显微组织,其中1区590L母材基体组织为板条马氏体+少量铁素体,2区590母材焊后热影响区组织为铁素体+珠光体,3区焊缝组织针状铁素体+贝氏体+少量马氏体,4区45钢板材母材组织为铁素体+回火索氏体。
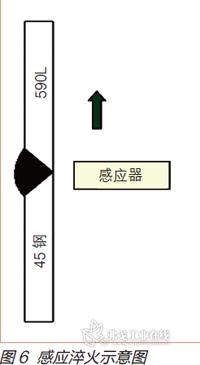
焊接前先对590L母材进行感应热处理,热处理后抗拉强度为970MPa,而45钢钢板母材抗拉强度为1000MPa以上。将两者采用CO2保护焊焊接后,板材整体的抗拉强度为640MPa,这个强度值仅为母材590L原材料的强度值,未能达到实际使用要求,究其原因可能是焊接时产生的高温对热处理过的590L相当于是“退火处理”,致使其热影响区组织发生转变,回到其原始组织状态,力学性能也随着焊接过程中的“退火处理”而降下来。图6中焊接热影响区组织为铁素体+珠光体,这个组织和高强度钢板590L的母材组织相同,由此证明先对高强度钢板590L感应热处理然后与45钢板材对焊这种工艺难以满足实际需要,此方案不可行。
采用先焊接后感应热处理工艺
将高强度板材590L与45钢板材直接焊接后再进行感应热处理,热处理参数和表3中参数保持一致。由于45钢板材强度已经达到要求,只需将两种板材焊接后直接对590L板材进行感应热处理,在感应热处理中采用连续加热淬火的方式,由于45钢和590L板材含碳量的差异比较大,因此试验过程中要严格控制加热的起始位置。
1. 对整个焊缝及590L板材进行感应热处理
利用IGBT电源对焊后的板材试样进行感应热处理,如图6所示,感应器从45钢板材与焊缝结合处开始淬火,热处理后测得板材的抗拉强度如表6所示。

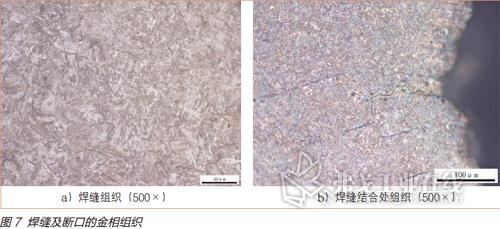
试验的整体抗拉强度为480MPa,其强度小于母材及焊缝的强度,尤其是断裂在45钢板材与焊缝接合处,这些现象是不正常的,有可能是热处理不当所导致。通过对焊缝及断口分析发现,焊缝组织为正常回火马氏体组织,如图7a所示;而45钢板材与焊缝接合处的组织为带位向的回火索氏体,且在显微镜下发现有微裂纹存在,如图7b所示。这是由于淬火温度过高,在对焊缝热处理过程中将与焊缝结合部分45钢母材也淬火并淬裂,最终使试样整体强度降低。因此,此方法不可行。
2. 包括一半焊缝在内对590L进行热处理
由于对整个焊缝进行热处理,最终出现异常情况,所以为防止上述情况的发生,仅对低强度板材590L及结合的焊缝一半位置进行热处理,热处理后测得板材的抗拉强度如表7所示。
表7中的强度值达到了预期的目的,断裂位置也正常,出现在母材上面。我们发现,通过控制淬火工艺参数可以控制所热处理板材的强度,最终可以控制试验过程中所失效的位置。最后对试验中的试样进行了金相分析,显微组织正常。
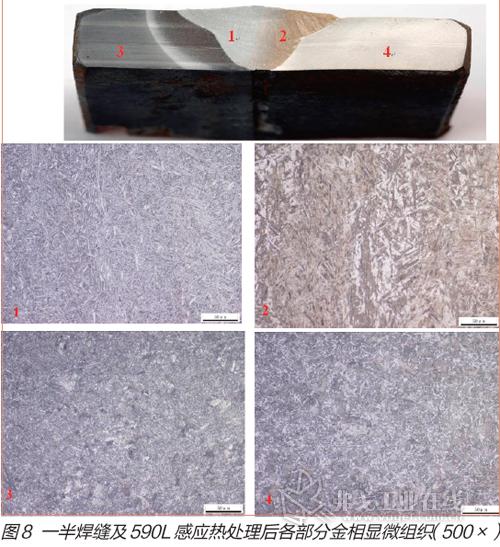
如图8所示,焊接接头可根据母材及其组织将热处理过的焊接接头分为1区、2区、3区和4区。具体金相显微组织为:焊缝组织1区为贝氏体+针条铁素体+少量马氏体,焊缝组织2区为马氏体+贝氏体,母材45钢板材3区组织为回火索氏体+少量黑色屈氏体团,母材590L板材4区组织为回火马氏体+铁素体。通过表7中试样的抗拉强度值及图8中的金相显微组织可以得出:从焊缝一半位置起对母材590L进行感应热处理这种局部热处理提供高强度的方法可行,热处理后焊接试样的整体抗拉强度达到975MPa,相对于热处理之前的635MPa提高了340MPa,强度提高了53.5%,达到了设计技术要求,能够满足实际需求。
结语
针对高强度板材590L与45钢板材的焊接及感应热处理进行工艺试验,通过对比不同工艺下试样的抗拉强度数据,分析试样失效部位的显微组织,我们最终得出了提高焊接板材强度的有效方法。具体如下:
1.感应热处理可以对低碳钢进行淬火,并可大幅度提高其强度;
2.对于同时应用焊接、热处理工艺的零件,尽可能地先进行焊接,然后再进行热处理;
3.对于焊接试样,热处理时候应注意两种材料的含碳量,尽可能采用适中的淬火温度,以免出现淬火裂纹;
4.通过多种工艺的对比分析,得出提高45钢与590L焊接试样整体强度的方法——从焊缝一半位置起对母材590L进行感应热处理;
5.通过从焊缝一半位置起对母材590L进行感应热处理,提高45钢与590L焊接试样的整体强度达到975MPa,相对于原始试样强度提高了53.5%。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖