浅析汽车焊接节能设备
本文介绍了一体式焊钳、中频直流焊机和伺服焊钳三种焊接设备,分别从设备结构、技术优势两方面论述其节能原理,并通过试验数据研究其节能效果,并分析了三种节能设备在不同焊接生产场合的应用。
国内传统汽车制造水平与国际先进车企相比,存在较大差距,其中能源利用率是一项重要的体现。焊接工艺作为汽车四大工艺之一,能源消耗约占制造过程全部耗能的10%,其中电能占大部分。因此,在焊接工序中如何高效地利用能源,成为众多汽车制造厂家追求的目标。本文主要从新型焊接设备的应用来阐述汽车行业焊接工艺的节能措施。
一体式焊钳
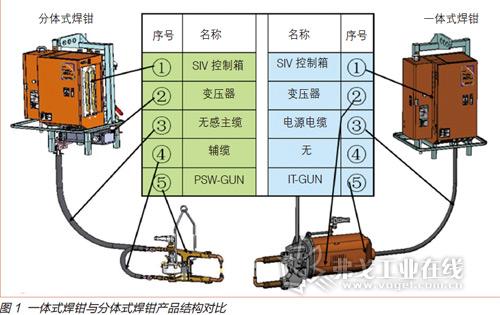
焊接车间一般会有若干人工焊接工位,一方面是为了降低投资成本,另一方面是自动化无法实现。人工焊接工位采用最多的是悬挂点焊机和焊钳的配合工作方式。焊钳按结构可分为分体式焊钳和一体式焊钳两种,主要区别在于变压器的安装位置。分体式焊钳变压器与控制箱连成一体,一体式焊钳变压器和焊钳连成一体。分体式焊钳在早期应用较广,其结构简单操作方便,但缺点是耗能大,目前已逐步被一体式焊钳取代。
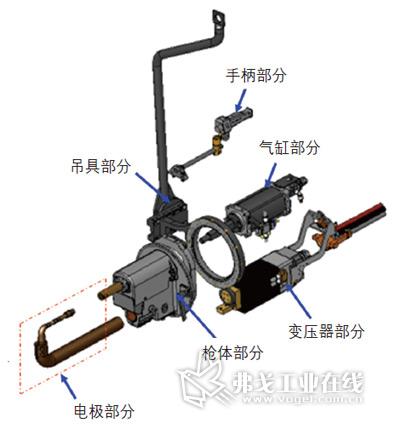
图2 一体式焊钳结构
1.一体式焊钳的优势
点焊的原理是焊钳电极对工件施加压力,夹紧工件,然后焊接回路通电,通过电阻发热,在两电极间产生高热,进而融化压紧工件实现连接的目的。产生于电极间的电阻热是有用的,而损耗在其他部位的热量是无用的,因此焊接要节能就必须减少焊机焊钳本身的电阻,提高能源利用率。图1所示是分体式焊钳和一体式焊钳的结构对比图,图2所示是一体式焊钳的结构简图。由图可见,一体式焊钳简化了变压器的设计,减少了变压器电阻损耗;节省了主缆和辅缆,也避免了在主缆和辅缆上的电量损耗。
2.一体式焊钳优势
实验室内通过设定相同的焊接参数来对比一体式焊钳和分体式焊钳的能耗,各参数为:预压时间10cy,焊接时间12cy,焊接电流8000A,板件厚度1.0mm×1.0mm,得出表1能耗比。数据表明,一体式焊钳在降低能耗方面优势十分明显,主要原因是在变压器和主副缆上的无功损耗大大降低,用较低的输入功率就能达到理想的焊接质量。因此使用一体式焊机,则完全可以匹配小功率的电阻焊机,对节能大有好处。
中频逆变焊机
1.中频直流原理
常用的工频交流电阻焊机采用反向并联的两晶闸管与焊接变压器的初级绕组串联后接入电网,利用触发控制装置,使两晶闸管分别在交流电的正负半周期通电源。通过改变晶闸管的导通角,来实现对焊接变压器次级输出电流的调节。

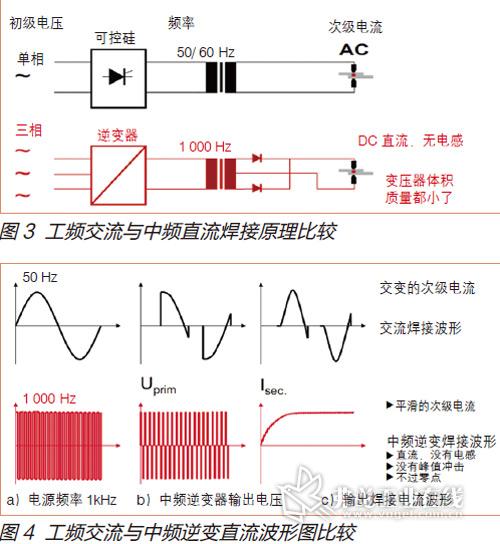
而中频直流电阻焊机采用中频逆变直流电阻焊控制电源是由三相交流电经整流电路成为脉动直流电,再经由功率开关器件组成的逆变电路变成中频方波接入变压器,降压后整流成脉动较小的直流电供给电极对工件进行焊接。逆变器通常采用电流反馈脉宽调制(PWM)获得稳定的恒电流输出,两者的对比如图3所示。
2.中频直流焊机的技术优势
(1)电流使用效率高 工频交流有过零转换,电流功率因素为0.6~0.7,而中频直流电源持续加热,电流使用效率高,功率因素可达0.95以上,基本无损耗,如图4所示。
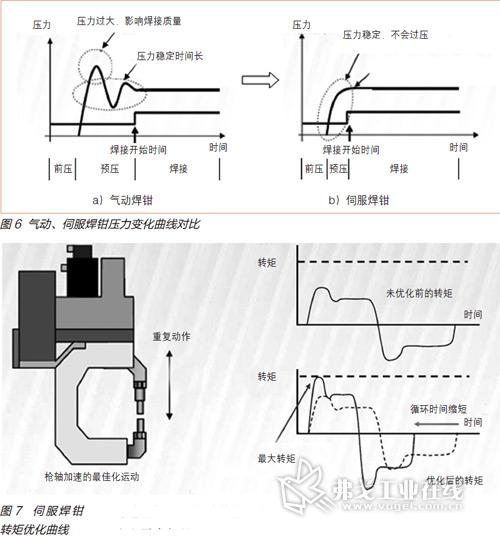
(2)焊接质量良好 工频交流焊接时对电网、焊钳和工件状态要求较高,焊接电流波动大,很容易造成飞溅,焊接质量较难控制。而中频直流频率高达1000Hz,次级电流输出能力强,波形平直,焊接一致性好,熔核尺寸稳定的范围扩大,几乎不产生飞溅,且焊接初级阶段电流呈自然递增,焊点表面质量好。
(3)三相供电,对电网需求小 中频直流焊机为三相输入,焊接过程中三相负载平衡,可以减少对供电系统的功率要求,不对任何单独一相造成尖峰过载,满足优惠电力费率要求。而交流焊机为单相输入,实际接线过程中由于焊接车间设备较多,生产时焊机电流接通随意性大,因此很难做到各相平衡,甚至出现某一相焊机全部工作或全部不工作的情况,严重影响变压器及其他焊接设备的寿命。
3.中频直流焊机的能耗优势
通过一组实验数据来对比中频直流焊机和工频交流焊机的能耗,在保证焊接质量的前提下,设定焊接参数如下:工频交流焊机预压时间10cy,焊接时间12cy,焊接电流8000A;中频直流焊机预压时间10cy,焊接时间10cy,焊接电流7000A,板件厚度均为1.0mm×1.0mm,得出能耗比如表2所示。

数据表明,中频直流焊机比工频交流节能40%,主要原因是直流焊机采用1000Hz的变压器,相对于交流焊机变压器体积减少75%,降低了无功损耗。直流焊机无感抗产生,加热响应是即时的,相对于交流焊机需要电流上升时间,以及强大的感抗,加热速度提高了,同样的焊接要求,焊接时间缩短了,减少了热影响区及电极损耗,又降低了无功损耗。三相输入使得电网均衡,减少了因单相交流焊机带来的相不平衡,功率因素可达0.95以上,相比交流焊机功率因素大大提高了。综合上述特性,中频直流焊机较之交流焊机节能,在汽车行业的焊接过程中,经常使用的大功率工频交流悬挂式电阻焊机,完全可用较小功率的中频电阻焊机点焊代替,其在高强板、镀锌板以及热成形钢板上的使用效果也比工频交流焊机优良。

伺服焊钳
1.伺服焊钳原理
焊钳是传导电流、施加压力并实现焊接的工具,按照电极压力驱动方式可分为气动焊钳和伺服焊钳。气动焊钳经过多年发展与创新,技术已经比较成熟,在气动控制技术、焊接质量控制与焊接效率等方面有了较大的提高。但随着汽车工业的发展,气动焊钳逐步暴露了一些缺点,比如对焊接件的冲击较大、控制定位精度不高、电极磨损大、效率低以及与机器人的集成度低等,已经不太适应现代汽车工业的发展要求。伺服焊钳作为新兴的焊钳种类,最大的结构变化是以伺服装置代替气动装置,按照预先编制的程序,由伺服控制器发出指令,控制伺服电动机按照既定的速度、位移进给,脉冲指令经过编码器,最后形成电极的位移与速度控制,脉冲的数量与频率决定了电极的位移与速度,转矩决定了电极压力,其结构如图5所示。
2.伺服焊钳的技术优势
(1)焊接质量 伺服焊钳对焊接质量的提高是由于其对压力的精确控制,主要体现在两个方面:第一,对焊接件冲击小,减少焊接变形。气动焊钳在接近工件时,由于依然保持较快的速度,对工件冲击力较大,造成工件变形。而伺服焊枪由于具有良好的加减速控制,在接近工件时以较低的爬行速度运动,冲击力很小,实现对工件的“软接触”,板件所受压力稳定,不会过压。图6所示为气动、伺服焊钳焊接过程压力随时间变化曲线。第二,焊接时压力随熔核形成过程可变。焊接过程中由于熔核的受热膨胀,产生热膨胀力,影响焊接过程压力稳定性。伺服焊枪通过伺服电动机的力矩环实现对电极力的精确控制,在焊接初期熔核受热膨胀,电极受力增大,这时力矩环电流减小,使电极力保持稳定;在保持阶段,熔化的金属开始冷却结晶,体积减小,电极受力随之减小,此时力矩环电流增大,使上电极下移,以保持金属在既定压力下结晶。
(2)焊接速度 伺服焊钳提升焊接速度主要表现在两方面:第一,路径优化。伺服焊枪的可编程化控制,能灵活地根据工件焊点的具体位置与障碍物分布情况, 合理选择焊钳电极打开距离,优化控制运动路径,确定每个焊点的行程。而气动焊枪行程则是由同一系列焊点中行程最大者来决定,且行程一旦确定,在此系列焊接中将不再可调。第二,转矩优化。伺服焊钳通过重复枪轴动作,可以自动决定加速使用最大的电动机转力矩。通过转矩优化,借助电动机的最佳性能把加速时间缩减至最短。图7所示为枪轴动作示优化前后的转矩及循环时间变化曲线,可以看出,优化后循环时间明显缩短,预计可缩短15%。
3.伺服焊钳的能耗优势
伺服焊钳的能耗优势主要体现在两方面:第一,所有工程均可直接转化电能。气动焊钳需配备气泵、气站等公用设备,将电能转化成气压才能供给焊钳使用,过程中能量存在损耗,而伺服焊钳所有工程均可由电能直接转化,避免了过程损耗。提高了能源使用效率。小原公司研究的同类型的伺服及气动焊钳,气动焊接单点空气使用费用约0.0011日元/点,伺服焊钳单点电力使用费用约0.00036日元/点,伺服焊钳的使用成本约气动焊钳的1/3;第二,伺服焊钳焊接时间可以比气动焊钳节省30%以上,可有效提高生产线的生产节拍。在相同的生产纲领要求下,可减少焊接工位的布置,相应的也减少焊接工装、机器人及焊机焊钳的投入。因此综合考虑,伺服焊钳比气动焊钳更加经济节能。
结语
通过研究和试验,我们得出以下结论:一体式焊钳可有效减少电能在变压器和主副缆上的无功损耗,能显著提高能源利用率;中频直流焊机将交流逆变为直流,无过零损耗,焊接时间短,较小的焊接电流就能满足焊接要求,既可提高焊接质量,又能降低能耗;伺服焊钳可改善焊接质量,提高生产节拍,减少焊接设备的投入,从而达到节能的目的;中频焊机搭配一体化焊钳可用于车间人工焊接工位的节能,中频焊机搭配伺服焊钳可用于自动化程度高的生产线的节能。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖