总装同步工程在新车型开发中的应用
本文主要阐述了新车型开发过程中总装工艺同步工程的应用,内容包括以整车为对象进行的零件装配可行性分析、装配工艺流程分析、生产线适配性分析、工具工装使用可达性分析及整车结构质量分析等。
总装同步工程是在新车型开发过程中,分别在概念设计阶段、工程设计阶段和工业化准备阶段(后工程设计阶段),以整车为对象进行工业化分析的过程。
为了配合新车型项目开发,实现该车型总装工业化生产,本项目对其总装工业化同步工程分析(SE)展开了研究工作,通过SE分析提出了更为合理的设计方案,并完成了该新车型总装工业化同步设计,最终达到了降低生产成本、提高生产效率和提升产品品质的目的。
总装同步工程的特点
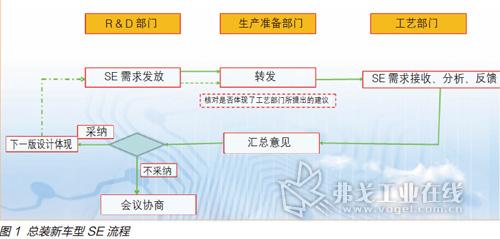
汽车设计具有系统性和集成性,产品开发过程需要各部门尽可能同步作业(见图1),实现产品开发过程的一体化设计,而总装因涉及零件数量大且装配工艺复杂,总装新车型同步工程工作会涉及到汽车设计的各个系统,零件设计中的装配顺序、装配方法及装配空间等对汽车工业化生产有着直接影响。
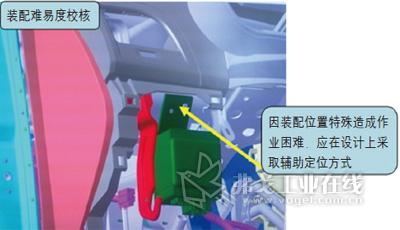
图2 助力转向ECU支架装配位置靠内,需采用卡爪预定位形式
车型同步工程的各个阶段
1.概念设计阶段
根据车型零件之间的装配关系、难易程度和实现形式等各种因素,定义出最优化的设计方案。
(1)定义装配顺序 根据设计中零件在车身上的装配位置及装配方法的不同,分析该零件在总装生产线上的装配工位。分析中首先应确定零件安装点(车身底部、顶部、舱内和侧部等),不同的安装位置对工人操作高度是有要求的,如排气管零件安装于车身底部,属于高位装配,工位应安排在底盘流水线;地毯总成安装于座舱内,属于低位装配,应安排在内饰流水线。根据零件安装位置的不同可以拟定其生产中实际装配工位。而对于设备限定的零件,如前后风挡玻璃、动力总成、燃油箱总成和轮胎等,则须由设备所处位置确定其安装工位。
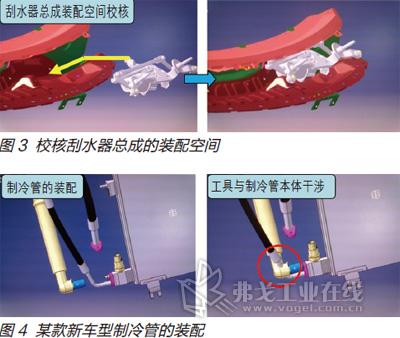
(2)零件装配可行性分析 针对设计的零件来分析其装配的难易程度、装配空间等,如某款新车型电动助力转向ECU支架时,因其安装位置靠近仪表板内,不易于总装工具的操作,当采用自带卡爪的固定形式对其进行预固定时(见图2),可有效解决安装困难的问题。对于一些需校核装配空间的情况,如某款新车型刮水器电动机总成的装配,应校核其装配时与周围环境件的位置关系,避免其放入时与环境件干涉。
2.工程设计阶段
该阶段包括新车型工具操作空间校核分析、生产线适配性分析和定位公差分析。
(1)工具操作空间分析 利用计算机辅助程序对总装工具使用空间的校核分析,工具的操作空间直接影响到新车型在实际生产中零件的安装能否完成。对于校核中的工具干涉问题,工艺设计师与车身设计师共同制定优化方案,通过更改设计优化装配工具的操作空间,大幅减少特殊工具(特殊套筒、气动叉形扳手等)的投资,降低成本。干涉主要分为工具与零件干涉,如某款新车型冷凝管的安装;工具与环境件干涉,如某款新车型发动机线束接地螺栓的安装。
①工具与零件干涉 如图4所示,某款新车型制冷管的装配经总装SE校核分析,气动工具头与制冷管本体干涉约10mm,实际操作中气动工具将无法完成装配,按照图示的环境须使用气动叉形电动扳手(特殊头工具),增加了工业化成本。通过设计反馈扩大制冷管Y向尺寸15mm(其中5mm为工具调整及零件误差范围),避免工具与制冷管的Y向干涉,这样可使用普通拧紧工具紧固,降低成本。
该处设计导致工具类型的选用受限,采用特殊头工具成本高(一把造价约计8万元),而通过设计更改,采用普通拧紧工具紧固的成本低廉(一把造价约计2万元)。某款新车型通过更改设计而减少特殊头工具的使用约有10处左右,可节省车型工业化成本约60万元。
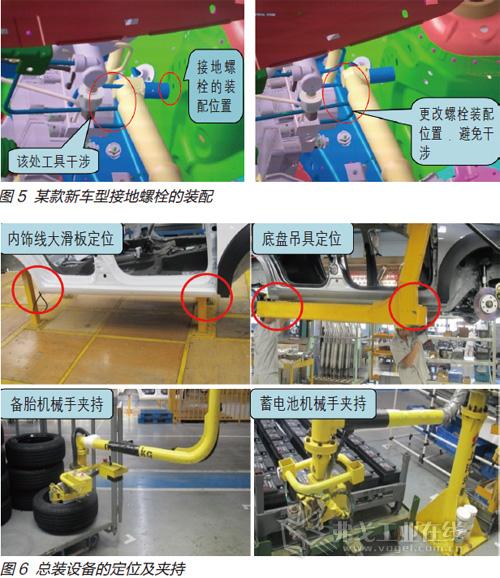
②工具与环境件干涉 如图5所示,某款新车型接地螺栓装配经总装SE分析,气动工具与ABS管路(环境件)干涉,工具无法垂直于紧固点装配,总装须用开口扳手进行手动多次拧紧,而通过更改设计中螺钉的紧固位置,避开干涉部位,可有效解决气动工具操作空间不足的问题。
总装工具使用涉及到周围环境的影响,部分零件安装空间不足须采用手动工具多次拧紧,力矩扳手工具紧固的操作工时约为20s,而气动/电动拧紧工具紧固的操作工时约为4s。通过零件设计更改,工业化采用合适的气动/电动拧紧工具,大幅度减少了总装装配工时。某款新车型约计20处可由扳手工具更改为气动/电动拧紧工具,单车装配可减少320s,根据年产量5万台计算可降低人力成本约2.2个人力成本,按工人年薪3.5万元可减少7.7万元成本,同时提高了生产效率。
(2)生产适配性分析 新车型设计初期要以实际生产线为基础,符合生产线的基本约束要求,对于重要的定位设备,如车身吊具、大板链、发动机托盘以及车门仪表输送链等,对车身的定位有特殊要求,因此设计的零件应有对应生产线的定位位置(尺寸规格应与生产线一致);气密检测及加注设备对于汽车制动液、切削液和制冷剂等管口有匹配性要求,设计时应考虑将加注壶口尺寸保持与设备一致;总装机械手夹持设备对于一些质量大的零件的尺寸或者定位有要求,如备胎轮辋尺寸、蓄电池的外廓尺寸以及仪表总成横梁左右侧定位形式等。零件的设计与生产设备相匹配,如图6所示,可以避免增加新设备或者旧设备改造,大幅度降低工业成本。
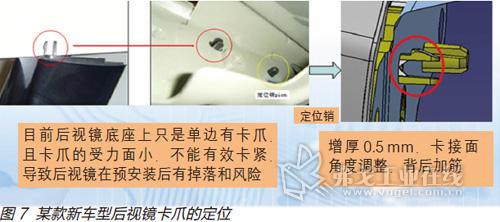
(3)定位公差分析 零件的定位、尺寸公差方案的确定直接影响到零件的装配难易度、装配质量等。通过分析定位形式可以确定零件的装配方法,如圆孔和长圆孔定位,装配时必然是先预紧圆孔以预定位零件,再固定长圆孔;部分零件结构需采用辅助定位形式,如增加定位销或者卡爪定位(见图7)。
3.工业化准备阶段
该阶段主要包含了制定总装工艺流程、工具的合理选用以及工装的设计三个方面。
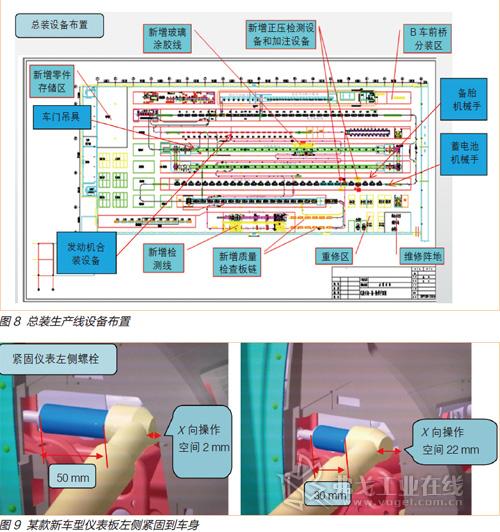
(1)制定总装工艺流程 根据新车型较为完整的设计,以整车为对象制定详细的新车型装配工艺流程。根据整车数模分析,结合厂区各线的工位,制定新车型各线工艺操作清单,编制初版装配工艺文件,如图8所示。对于设备限制的工位,如玻璃涂胶机、后桥合装台车、备胎机械手和检测加注设备等,需要预先确定其装配工艺。
(2)工具的合理选用 工具的规格(套筒的规格、紧固工具的选用等)各不相同,合理地选用工具能有效避免干涉及安装困难问题。根据标准件的不同确定总装套筒工具的尺寸,如M6对应规格H10的套筒,M8对应规格H13的套筒等。根据力矩值大小确定紧固工具的类型及规格,一般大于10Nm选用气动工具,小于10Nm选用电动工具。气动工具随着其定义力矩值越大,所选气动工具的外廓尺寸也会更大,根据紧固工具使用空间的不同,选用适当尺寸的套筒或者紧固工具,可采用CATIA建模形式,对于不同规格的工具进行模拟装配,以确定最佳尺寸规格的工具。

如图9所示,选用长度50mm(一般规格)的套筒,X向工具操作空间可预留约2mm;改选用长度30mm套筒(特殊规格),则空间预留约22mm,有利于工具正常操作,避免了因空间不够导致所选用工具无法使用的情况。
(3)工装、夹具的设计 对于一些制造精度或者装配精度难以达到要求的位置,需设计采用合理的辅助工装定位,关键件的分装也需要有足够精度的定位,遵循六点定位原则,以保证总装装配精度。图10所示为某款新车型发动机右弹性支架的定位。
结语
综上所述,针对新车型开发进行同步工程分析研究,制定更为优化的工业化设计方案,大幅降低了总装工业化的工具、设备及人力资源的投资成本。在新车型项目开发过程中,开展总装工业化同步工程分析可节约成本约107万元,同时也为后续车型的柔性化生产提供了项目经验和工艺基础。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖