SIMOTION D在冲压自动化线上的应用
本文介绍了西门子SIMOTION D运动控制系统在冲压自动化线上的应用,阐述了该系统的工作流程、整线控制系统配置和整线自动化的轴控制思路。在实际生产中,该系统在冲压生产线上使用效果良好,运行稳定,满足生产要求。
在许多机械制造领域中,机械运动越复杂,对速度及精度的要求就越高。为此,西门子公司为运动控制起主导作用的机器设计了新一代运动控制平台SIMOTION,其集成了逻辑控制与运动控制,可以独立完成以往PLC加机电调速器的所有功能,主要应用于那些控制要求复杂、运行速度快且要求精确运动的领域。
控制要求
采用SIMOTION D运动控制系统可以提高冲压自动化线生产的灵活性和稳定性,同时其精确性可以达到更高的制件要求。考虑到长城汽车天津分公司整车事业部二期项目规划年产能25万辆,冲压车间A线压力机自动化线采用基于西门子SIMOTION D445运动控制系统(见图1)的六轴机械手(见图2)实现工件的传递和整线控制,冲压车间自动化程度要求较高,工件产量大,这就对冲压自动化线提出了如下控制要求:
1.运行速度快
由于压力机单台压制生产速度快,要求自动化线的速度也必须达到与之配套的水平。目前应用的数控压力机滑块行程次数连续时为10~18次,整线自动化生产速度最高可达11件/min。

2.整线控制稳定
鉴于自动化线的连续高速生产的特殊情况,生产线上任何一个环节出现故障都会直接触发整条线体的故障停机,导致车间产能下降和巨大的经济损失,后果难以估量,故要求设备运行的稳定性和可靠性非常高。
3.机械手抓放料精确
机械手的主要职责是将未压制的板料和已压制的板料进行整条线体的传递,在此过程中,机械手会在不同形式的平台上抓取和放置板料,其运行轨迹和轴控制曲线将在预先设定下完成,抓料点和放料点需要遵循合理性和精确性。
4.整线自动化程度高
目前,冲压车间自动化生产已经完全替代了传统的手工冲压生产模式。生产过程中,操作员只需在线首上位机工位处一键式操作,无需人为参与压制过程。
工作流程
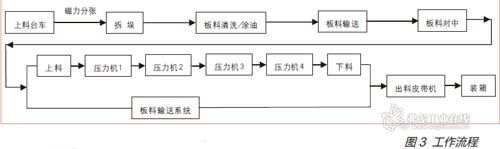
自控系统应保证与压力机线组合后实现冲压自动化,即:在准备好各工序模具的情况下,由叉车将垛料输送到拆垛小车上,拆垛小车定位后,拆垛机械手通过吸力装置从垛料上吸取单张的板料并把它输送到传送带;通过传送带将板料经过清洗和涂油送到对中台;经过对中定位后,上料机械手将板料送入第一台压力机第一道工序模具中;冲压后工件通过机械手从第一台压机中取出并定位直接放置于下一台压机的模具中,这一过程重复到最后一道工序。下料手在最后一台压力机完成冲压后取走工件放到传送带上,由人工检查和装箱。工作流程如图3所示。
自动化系统经过上述过程,自动完成拆垛、清洗、涂油、双料检测和自动上/下料全过程,保证与压力机良好地协调工作,并具有必要的安全联锁,满足冲压零件的自动化生产。当出现故障时,系统有选择地紧急停止或循环停止整线设备并发出报警,在人机界面上显示相关故障信息。
整线控制系统配置
本案例中,冲压自动化线可分为线首上料和间隙送料,其中线首上料部分由20个伺服电动机驱动装置组成,间隙送料部分由24个伺服电动机驱动装置组成。SIMOTION D445作为主控系统构建的电气控制系统完成整线自动化的线首部分和各间隙机械手的逻辑控制、运动控制和上/下位的通信功能。
1.线首上料部分的配置要求
该系统可保证生产过程连续运行,即线首由两台配有SEW变速电动机的上料车自动切换运行,垛料由叉车装载,操作员确认垛料满足自动拆垛条件,并且可以手动对小车和安全门进行控制操作,能够及时终止安全事故的发生;磁性皮带传输机由14台伺服电动机驱动,主要完成线首部分的板料传送和对中动作;拆垛工位采用斯特曼公司提供的SRLM2/120两轴机械手,其中,X轴的最大速度可达4800mm/s,Z轴的最大速度可达2400mm/s,整体机械手有效载荷达到200kg,同时拆垛机械手配备Schmalz公司的真空泵和Roland公司的双料检测器,可以完成线首对抓取单张板料的要求;上料工位采用两轴机械手,其中X轴的最大速度可达4200mm/s,Z轴的最大速度可达2000mm/s,整体机械手有效载荷达到150kg,上料手同样配备有真空泵,满足对抓料和放料的动作要求。
针对上述控制要求,控制系统SIMOTION D445通过一条Profibus连接1个CPU315F-2PN/DP安全型控制器,Profinet连接4个CU320控制单元,22个4点DI模块和13个4点DO模块组成的对辅助元件动作的远程站,以及8个4点DI模块、1个4点AI模块和2个4点DO模块组成的对中台元件动作的远程模块。另一方面,线首控制系统可以对整线自动化的运行进行有效监控。
2.间隙送料部分的配置要求
压力机间的送料系统采用斯特曼公司标准的FEEDERPLUS六轴机械手,分为以下六轴:水平轴X1,沿横梁水平移动,行程约为前后压机上滑块之间的宽度;水平穿梭轴X2,在旋转过程中水平穿梭,行程约为1600mm;垂直移动轴Z,上下垂直移动,适用前后模具高度不等的情况,行程约为800mm;水平旋转轴A和C,机械手在前后压机间移动时保证直线运动,同时机械手还可以在压机内左右移动,适用前后模具不在中心线的情况,压机内左右偏移量约为200mm;前后旋转轴B,便于调整板料在压机内的姿态,用于定位,自由度约为30°。根据六个轴合理的设计结构,该系统在压力机之间传送工件呈直线运动,无需改变工件的位置,且机械手可以精确地抓取和放置板料到指定的模具中,整个过程稳定流畅。
控制系统同样为SIMOTION D445,其通过一条Profibus连接1个CPU315F-2PN/DP安全型控制器,Profinet连接1个CU320控制单元、10个4点DI模块和6个4点DO模块组成的安全远程站。
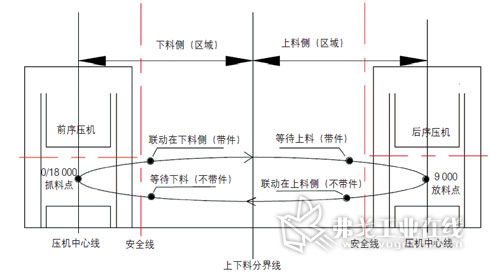
图4 机械手工作区域
整线自动化的轴控制
SIMOTION采用一体化的连接电缆和集成化的安装方式,保证系统的高可靠性。SIMOTION的电动机电缆和编码器电缆全部采用西门子高IP等级的专用连接头,控制器D445和驱动器SINAMACS之间采用DRIVE-CLIQ高速通信方式,通信速率可达到100Mbps,响应速度快、集成化高且故障率低。功率单元与电动机驱动器之间的连接采用内置铜牌和DRIVE-CLIQ连接,安装和维护便捷。
1.控制原理
冲压自动化意味着从平板料的上料过程到板料压制传送过程,所有的动作全部由机器自动完成,完全不需要人工干预。在整个控制过程中难点主要存在于拆垛控制和传料控制两个方面,SIMOTION对于这两个方面的控制提供了专用的功能,使原先非常复杂的控制变得简单、方便。
2.拆垛工位的控制
拆垛工位控制是线首部分最为关键的环节。
对于整条自动化线体来说,拆垛工位担负着极为重要的使命。此工位完成拆垛机械手对单张板料位置的确定、识别和抓取。机械手可以在首次抓料过程中检测板料中心,并存储板料中心位置直至完成本垛料的拆垛。运行参数无需设定,无需示教,属于自动检测,简单、方便、安全且节约时间。对于双料、无料及最后一张料能做到有效处理。
针对上述控制要求,我们利用SIMOTION SCOUT软件中对轴的机械参数设定和运动控制流程图(MCC)对复杂的轴运动做简化处理,具体控制方式如下:
(1)SIMOTION D445可以对伺服电动机编码器反馈信号进行实时读取,获取电动机的速度、位置和转矩等信息并且运算,通过对编码器测量功能的设定,可以有效地实现拆垛工位对板料位置的确定。
(2)装有双料检测器的机械手可以完成对单张和多张板料的识别,同时,还需要对不符合设定范围的板料进行智能处理,在处理完成后,信号将触发真空管理系统对端拾器吸盘进行动作。SIMOTION SCOUT软件中的运动控制流程将这一复杂的过程简捷化和程序化。
(3)间隙送料控制是整线自动化的主要环节。压力机间隙传送板料的控制要求如图4所示,系统将整个传送过程分为下料侧和上料侧两大区域。板料在前一序压力机完成压制后,机械手从等待下料侧运行至模具之间,由Z轴、A轴和B轴电动机调整端拾器位置,使机械手对准模具上的板料,实现精确抓料。完成抓料动作后,机械手由X1轴、X2轴、C轴和A轴电动机同时驱动运行,保证端拾器上的板料平稳且沿直线运行至等待上料侧,待后一序压力机就绪后,机械手以同样的精确定位将板料送至模具中,此过程仍然需要六个轴之间的联动配合。
针对上述控制流程的要求,SIMOTION工艺对象的同步运行功能提供了使用“控制工程”代替“刚性机械连接”的选项,可提供更加柔性、方便维护的解决方案。
SIMOTION的同步运行功能由同步对象提供,主值产生的量(含位置、速度和加速度)经过同步对象的处理后赋值给从轴,从而实现同步运行。利用SIMOTION SCOUT软件配置轴时,可以同时将其同步的轴进行设置连接。
SIMOTION的优越性
SIMOTION作为西门子新一代运动控制器增强了很多实用的功能,形成了标准的配置和相应的工艺功能块,降低了使用者的编程难度,在控制要求较高的机械上充分体现了它的优势。
与传统的“西门子PLC+MASTERDRIVES MC”解决方案相比,SIMOTION D提供内部通信的DRIVE-CLIQ通信接口,可轻松实现高速数据同步。另一方面,SIMOTION提供了一体化的解决方案,控制器、驱动器和人机界面的程序全部集成在一起,编程人员只要了解一种工具即可完成3个不同部分的程序编写,大大简化了工作量。
冲压自动化线以西门子的高性能SIMOTION系统作为运动控制系统,简化了设备的编程和调试过程,提高了机器的整体性能,满足了冲压自动化线生产要求。整体自动化线安装调试完成以来,系统运行稳定正常,超额完成了冲压车间的生产任务,为整车制造工厂奠定了坚实的基础。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖