高效,柔性的机器人焊接工艺
GA车型焊装柔性生产线采用机器人焊接工艺后,焊接产品质量得到了稳定提高,可满足15?JPH生产节拍,解决了部分焊接困难问题。
广汽吉奥汽车有限公司东营分公司首款轿车焊装生产线总拼工位采用点焊机器人焊接工艺,实现了焊接产品质量的稳定和提高,保证其均匀一致性;一天可24h连续生产,提高了生产率;降低了对工人操作技术难度的要求,改善了员工工作质量;可实现小批量产品焊接自动化,并为焊接柔性生产线提供了技术基础。
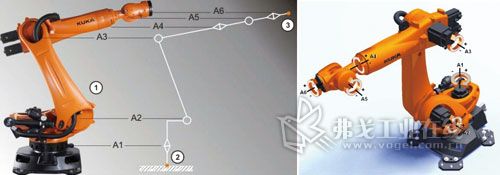 图1 KUKA六轴机器人结构系统
图1 KUKA六轴机器人结构系统
焊接机器人系统结构及优点
1.焊接机器人系统结构
焊接机器人是在工业机器人基础上发展起来的本体独立、动作自由度多、程序变更灵活、自动化程度高且柔性程度极高的先进焊接设备,具有多功能、重复精度高、焊接质量高、抓取重量大、运动速度快和动作稳定可靠等特点。在此,以KUKA六轴机器人为例介绍其运动系统结构和特点,其六轴从基座往上,分别为A1、A2、A3、A4、A5和A6轴(见图1),每个轴都可以前进和旋转,且为AC伺服电动机驱动,都带有抱闸,防止机器人突然断电。

2.机器人伺服焊钳的优点
(1)每个焊点的焊接周期可大幅度降低。由于焊钳的张开程度是由机器人精确控制的,机器人在点与点之间的移动过程中,焊钳可以开始闭合;焊完一点后,焊钳可以随着机器人位移张开。
(2)焊钳张开度可以根据工件的情况任意调整,只要不发生碰撞或干涉,可尽可能减小张开度,以节省焊钳开度,节省焊钳开合所用的时间。
(3)焊钳闭合加压时,不仅压力大小可以调节,而且在闭合时两电极是轻轻闭合的,可减少撞击变形和噪声。
焊接机器人应用实例
1.应用焊接机器人之前的情况
2013年4月以前,广汽吉奥东营分公司的焊装工艺水平和自动化水平几乎是长城汽车6年前的工艺水准,自动化率很低,仅侧围合拼工位焊接后地板总成与侧围的焊点采用半自动焊,其余全部是人工焊接;焊接物流输送以人工推动方式为主。主焊线共有10个工位,采用辊床+滑撬输送形式,通过气缸上下运动带动辊床上升和下降,车身在滑撬上定位,滑撬在辊床上定位,滑撬随辊床上下运动。辊床上升到位后,车身顶起来,通过人工推动车身到下一工位后,气缸夹紧滑撬;辊床下降,带动车身下降到定位基准上。人工操作总拼工位如图2所示。
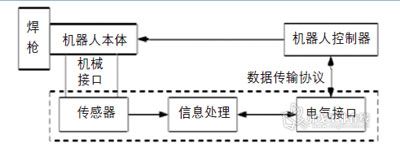
图5 机器人信号反馈系统流程
2.应用焊接机器人之后的改善
2013年4月之后,广汽吉奥东营分公司的首款轿车GA车型焊装柔性生产线采用机器人焊接工艺的焊接设备陆续到场,进行了设备的安装、调试以及车身的焊接验证。
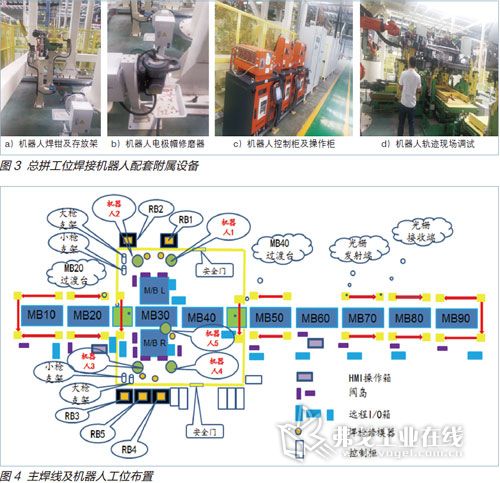
GA生产线为目前广汽吉奥最先进的焊接生产线,采用机器人焊接工艺,完全解决了人工焊接劳动强度大、节拍低以及质量不能保证等问题。具有以下特点:车身下部线和主焊线采用辊床、滑撬自动输送,滑撬前进、后退往返运动。其中,主焊线有9个工位,总拼工位(MB30工位)设有5台六轴高精度KUKA焊接机器人,重复精度小于±0.12mm?,拥有7把伺服焊钳、4套机器人焊钳存放架、5个机器人焊钳电极帽自动修磨器、机器人控制柜以及机器人操作示教器等附属设备(见图3)。主焊线及机器人工位布置如图4所示。
总拼工位为Open Gate(侧围合拼)的一种方式,通过拓展可实现4款不同侧围总成的车型生产;KUKA焊接机器人、OBARA中频伺服焊机系统、GRACO自动加热涂胶系统、自循环滑撬系统以及400kg大压力焊钳的使用为整车焊接品质的提升打下了坚实的硬件基础,GA车型整车精度高达81.35%,位居行业前列。总拼前一工位将地板总成、左/右侧围总成以及顶盖前/后横梁总成预装完成后,摁下完成按钮,辊床上升,滑撬带动车身输送到总拼工位;输送到位后辊床下降,车身定位到基准上,反馈完成信号给Open Gate,之后将侧围定位、夹紧;待所有定位、夹紧到位后,PLC反馈信号给机器人,机器人接收到信号后,按前期调试的路径对车身进行焊接工作,可满足15JPH节拍生产。机器人信号反馈系统流程如图5所示。

图7 焊接机器人在广汽吉奥的现场应用
机器人焊接工艺的应用带来了如下改善:
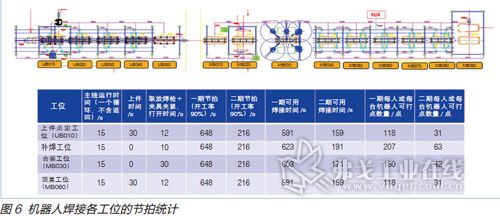
(1)应用机器人焊接工艺,可满足15JPH生产的节拍,即4min一台车(人工焊接是24min一台车),同时为后期节拍提升打下基础。总拼工位为节拍提升时的瓶颈工位,节拍提升尤为困难,而采用机器人焊接工艺后,因机器人的操作柔性好,焊接姿势易于实现,一台机器人可应用2~4把焊钳焊接,更能满足焊接位置的操作。同时机器人调试后轨迹为最优化,对瓶颈工位的节拍提升更易实现。机器人焊接工艺各工位的节拍统计如图6所示。
(2)采用机器人焊接工艺,解决了部分焊接困难的问题。如侧围总成轮罩处与地板总成搭接的焊点,采用喉深为600mm、喉宽为450mm的大C焊钳,人工焊接需要两人操作一把人工焊钳,且焊接操作姿势困难,易发生人身安全事故,机器人的应用可完全避免此类事故的发生。
(3)采用机器人焊接工艺解决了占地空间大的问题。顶盖前、后横梁与侧围搭接焊点采用人工焊接的话,需要增设人工塔台,左右各增加高1.5m、长6m且宽2m的塔台占地面积大,对后期焊装厂以及物流输送的规划等都会产生影响;采用机器人焊接工艺后能减少一侧的占地面积,使后期规划更具备考虑空间。
(4)提升焊接质量,保证焊接精度。机器人的运动轨迹精准,机器人电极帽与板件的接触性良好,可以避免出现人工焊接时产生的半点、马蹄点和焊接分流等焊接缺陷。根据焊接部位和焊接参数的不同,机器人焊钳电极帽的磨损不同,采用机器人工艺可制定机器人修磨频率,在焊接一定的焊点之后对电极帽自动修磨。通过PLC程序对焊点数量进行计数,达到要求后,PLC反馈给机器人信号,机器人接收信号后自动根据前期设定好的程序路径进行修磨,更好地保障了焊接质量。焊接位置的准确性及焊接参数的稳定性可以保证焊接后车身的精度稳定、一致。
(5)采用机器人焊接工艺,可实现一个总拼工位、多车型共线生产。人工操作焊接工艺,因总拼工位各车型焊接结构不同,对焊接设备及焊接参数要求不同,而同一工位空间有限,会与新引进的焊接设备产生矛盾;采用机器人焊接工艺,其操作的柔性更容易实现一个总拼工位的多车型生产工艺。焊接机器人在广汽吉奥的现场应用如图7所示。目前广汽吉奥正基于机器人焊接工艺的柔性化,开发Cross车型,这是与GA车型共线生产、同总拼工位的另一款车型,准备采用3台KUKA机器人对车门实施滚边新工艺。
问题及解决对策
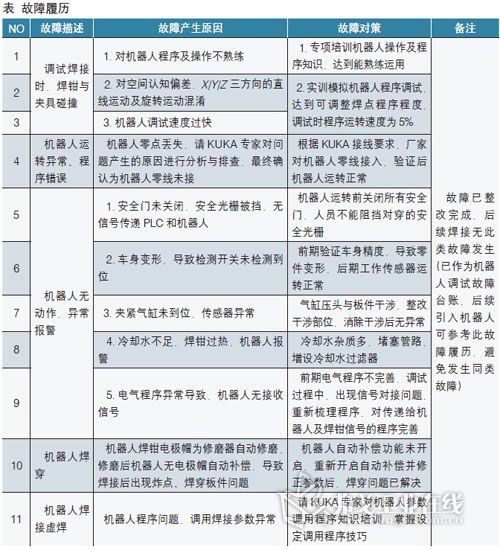
广汽吉奥首次引进机器人焊接工艺技术,在机器人轨迹调试阶段,工作人员的机器人专业知识薄弱、队机器人操作不熟练且对机器人程序的修改不完善、不严谨,同时车身调试过程中,板件存在异常变形等问题,导致机器人工作中出现异常故障。出现问题不怕,我们要针对问题找出真因并解决,避免后期再次出现同类异常故障。我们在引进机器人工作时,对易发生并对日常生产影响较大的问题进行了统计,针对故障发生的原因制定了相关整改对策,为后续引入机器人提供专业经验知识。我们制作的故障履历如表所示,参考故障履历可以避免发生同类故障。同时在调试阶段,工艺人员与电气人员要密切配合,避免交叉作业,产生安全隐患。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖