汽车齿轮制造工艺的发展
外圆柱齿轮磨齿
磨齿作为齿轮精加工工艺已有很多年,从成形砂轮磨齿、双锥面砂轮磨齿发展到了蜗杆砂轮磨齿,现大批量汽车齿轮的磨齿基本采用蜗杆砂轮磨齿,它的好处是生产效率高(有的厂家机床齿轮磨削速度可达100 m/s,节拍可达13~40 s/件)、精度高(可达DIN 4~7 级)、成本相对较低,并可以解决齿轮热处理变形较大的难题。
1.磨齿工艺传统难点
机床动态精度要求稳定(尤其是大批量生产,长期2、3班倒作业,齿轮件精度稳定在DIN 5~7 级),可靠性要好;夹具精度要求高,且便于工件自动上下料;砂轮修整器精度要求高且耐用,砂轮修整能快速达到磨齿精度要求,砂轮修形时间要短;砂轮要求自锐性好,且使用寿命长(每修整一次砂轮加工件数多);线速度要高(可达100 m/s),能满足超高速磨齿的砂轮制造供货商较少。
2.磨齿工艺的新难点
由于汽车市场的竞争需要,对变速器噪声要求不断提高, 齿轮磨齿并未解决的扭曲变形,2007年德国大众对齿轮磨齿工艺提出了一齿三截面的要求(也就是齿形方向测三截面、齿向方向测三截面,在单一齿轮的一侧齿面上共测9个点的坐标误差值);而过去仅仅要求一齿一截面(也就是齿形方向测中间一个截面、齿向方向测中间一个截面,在单一齿轮的一侧齿面上共测5个点的坐标误差值);现在等于要求齿轮一侧曲面上要测9个点的空间位置都必须合格,而一个轮齿的双侧曲面上的18个点的空间位置都必须合格,这实在是很难达到。国际上真正能满足此要求的磨齿机制造厂较少。
为实现此规定,德国大众先对瑞士莱森豪威尔公司提出要求,经过该公司对磨齿机床控制软件、砂轮修整器等的多次重新设计、试验,最后满足大众要求,之后大众才出台磨齿一齿三截面要求,并在之后的新产品设计中广泛使用。目前为了更稳定达到尤其是混合动力汽车、电动汽车用户不断提出的新要求,瑞士莱森豪威尔公司已对磨齿机床控制软件版本等进行多次升级。
随着电动汽车的发展,可能对汽车齿轮的制造精度提出更进一步的要求,所以工程师必须有一定的思想准备应对。同时作为变速器的设计者,必须考虑新设计的产品是否能加工出来,提出的新要求需要有相应技术文件的支持等问题。
强力珩斜齿外圆柱齿轮
过去珩齿加工只是外珩轮主动旋转,而齿轮工件跟随珩轮转动且被加工,类似剃齿加工,此加工仅仅只是提高齿轮表面粗糙度,基本不能提高齿轮精度。现在的强力珩齿加工是珩磨轮与被加工件按一定速比强制转动,而且采用内珩磨轮珩磨外圆柱齿轮,这增大了齿轮啮合时的重合系数,加大了磨削力,提高了加工效率(有的厂家机床珩磨轮转速可达2 000 r/min,节拍可达20 s/件),并可在一定范围提高齿轮精度达 DIN 4~7级(见图1)。
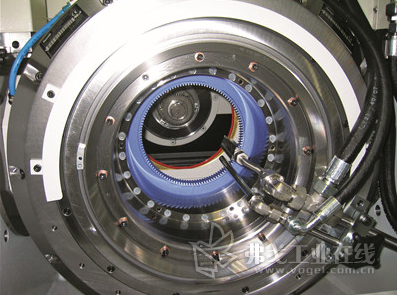
图1 内珩轮强力珩外圆柱齿轮
内圆柱斜齿齿圈的强力车齿加工
车齿加工,国内也称“插滚”“刮齿”加工,国外则称“Power Skiving”“Schaelen”或“Scudding”。由于近些年汽车自动变速器的大量使用,对行星排里的薄壁高精度内齿圈件的加工量逐渐增大,过去单靠插齿机的插斜齿加工已经不能满足生产的需求(三菱SD25全数控插齿机加工节拍 25 min/件),所以车齿加工又被推出,它既有插齿的径向进给,又有圆周进给。内齿圈车齿加工节拍比插齿加工要快很多,最快2.5 min/件,精度可达DIN 6~8级,表面粗糙度Rz3 mm。它的刀具类似插齿刀,这种车齿加工也能加工外圆柱齿轮,而且换产时间只需30 min。现能够批量稳定车齿加工高精度薄壁内齿圈的机床厂家并不多,所以订货时需根据具体情况而做选择(见图2)。
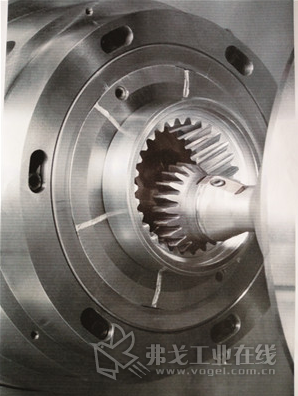
图2 强力车齿加工薄壁内圆柱斜齿齿圈
同时,对于这种薄壁内齿圈加工还必须注意的是机床夹具的选择:必须采用多瓣式液压夹具,4瓣、6瓣甚至8瓣的夹具都不能满足夹紧精度要求,至少应16瓣以上,且多多益善。要求采用多瓣式液压夹具的目的是使夹紧力能均匀夹持薄壁内齿圈,尽量不产生夹持变形,加工后工件没有弹性恢复变形,保证加工质量不受到破坏。
薄壁内圆柱斜齿齿圈的螺旋拉齿
现在,企业对薄壁内齿圈件需求量非常大,以前的加工工艺已经不能满足大量生产的需求,所以用螺旋拉床加工斜齿内齿圈逐渐被一些主要从事自动变速器生产的企业所采用,而且其生产率高(可达节拍 60 s/件)、调整方便的特点越来越显现出优越性。但是这种加工方法的加工精度主要取决于齿轮螺旋拉刀的制造精度,现在能够制造高精度(DIN 8级)薄壁内齿圈螺旋拉刀的厂商少之又少,使这种工艺的广泛应用受到极大限制。
齿轮、齿毂类零件的焊接
手动变速器、自动变速器中有一些齿轮、齿毂类零件需要焊接,现常用的焊接工艺有激光焊接和电子束焊接两种,从二者的加工特点分析来看,激光焊接适用于薄壁零件,优点是可在常态下进行焊接;缺点是有热变形,焊缝较浅,大量生产中很难达到 4 mm,零件真实焊缝检查不方便。电子束焊接适用于关键件和安全件,优点是工艺十分稳定,焊缝小而深,热变形很小,焊缝深且牢固可靠,焊缝质量可方便检查,生产率高(节拍可达22 s/件,
含抽真空时间的分摊);缺点是必须在真空度好( 5×10-4 Pa)的环境下焊接。
齿轮机床的验收标准
齿轮机床是复杂的精密设备,对这类机床的验收关键不是静态精度如何,而是动态精度能稳定地达到什么程度,也就是说能否加工出好工件。如表1所示,一般工厂常用工序能力 Cp、Cpk值来进行机床验收,而德国则用机床能力Cm、Cmk值进行验收,我认为这对验收机床更为合理。工序能力涉及人、机、料、法、环等因素,这些因素与验证机床本身固有加工精度只有“机”一项有关,其他则与机床制造厂商没有密切关系,而是与自己企业管理、工艺设计、人员培训等有关,用这些无关项去验收机床厂是没有道理的。其他项也只有在生产一段时间后逐步完善。所以现在越来越多的企业使用机床能力Cm、Cmk值对机床进行验收,而在投产稳定生产后定期做机床工序能力 Cp、Cpk值,复查生产组织管理及设备等出现的问题,并加以改正,这才真正能保证产品的质量。
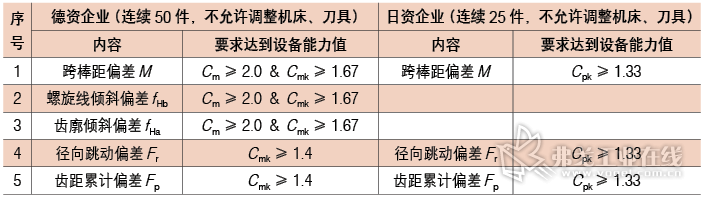
表1 齿轮精加工机床能力验收标准数值及用户差异
强力珩磨淬硬内圆柱斜齿齿圈
过去对淬硬后的大批量斜齿内齿圈件是无法加工的,所以对由于热处理变形所降低的齿圈零件精度只能一味提高热前加工精度,但热前加工精度再提高也很困难,将增加零件废品率,大大增加生产成本。而目前电动车和混合动力车对变速器的噪声要求提高较多,对内齿圈的精度也必然随之提升,因此一些有实力的国外机床厂家都在设计、试制强力珩磨淬硬内齿圈的珩磨机,我已看到、了解到一些信息,通过和一些厂家的交流、考察,我认为目前还没有一个国内外厂家有成熟的珩磨机床产品应用在大量生产中。所以目前薄壁内圆柱斜齿齿圈的精度能够稳定达到一些厂家产品图要求(大约DIN 8级)还是很困难的,它的难点在于珩磨轮尺寸较小,热后内齿圈又较硬,珩轮精度保持的寿命低,加工成本很高,所以这种机床迟迟未能出现在大量生产中,许多厂家只好把薄壁齿圈精度降到DIN 9~10级或以下。我们还是期待能适应大量生产的这种薄壁内齿圈热后加工的机床能尽快制造出来,满足未来汽车齿轮技术上的需求。
总结
随着汽车行业的发展,国内一些生产厂家制定出未来将全面加大自动变速器产能,降低手动变速器的产量的计划,而且未来电动汽车的发展速度不可预测,高速电机转速可达10 000 r/min,可能采用超高速电机的更高转速,对传动系统噪声、振动的要求更严格,由此带来汽车齿轮制造精度不断提高,所以我们的同行必须密切注意这个趋势,及时调整好自己的方向,适应未来汽车产业的变化。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论