凸轮轴磨削烧伤问题分析
磨削烧伤的原因和危害
凸轮轴在磨削时,砂轮对零件材料的挤压作用明显,随着磨削速度的提高,磨削表面层会有很高的温升,瞬时温度有时可达1 500℃以上。特别在磨削凸轮两侧缓冲区时,因瞬间凹面形状的变换,该处磨削速度最高,同时因凹面区域的特殊形状,会导致磨削冷却液不容易进入,磨削温度不能有效降低,因此容易发生磨削烧伤。磨削烧伤有时可通过肉眼发现零件表面颜色发生变化,这是因为大量磨削热进入了零件的表面,造成零件表面发生了金相组织的变化,即回火层。若零件表面出现烧伤,将导致硬度降低,影响其耐磨性,导致发动机在运行过程中出现故障。
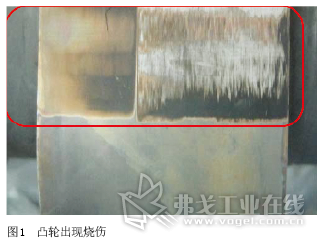
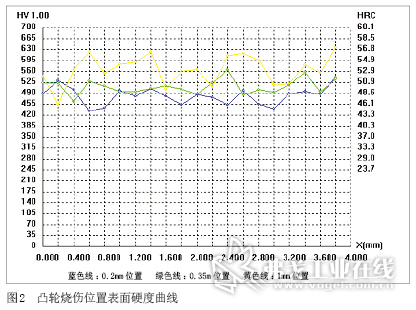
图1中,对凸轮轴的凸轮位置进行切片,腐蚀放大后可以明显看到出现了烧伤情况,对该位置进行硬度检测,材料硬度明显降低(图2)。零件表面硬度若降低,说明金相组织已经发生了变化,凸轮轴的抗拉强度、耐磨性等各项指标可能会达不到设计要求。
凸轮表面发生磨削烧伤后,表面的残余应力也会变大。在高速运转下,滚轮接触应力会使凸轮表面的残余应力释放,凸轮表面会出现裂纹。凸轮轴经过连续循环负荷试验后拆机,对凸轮轴进行检查,在荧光下观察发现凸轮缓冲带开裂明显(图3)。该凸轮轴通过长时间高速运转后,表面出现裂纹,证明凸轮轴出现了失效现象。对该凸轮轴进行切剖检测,检测出马氏体含量减少,材料密度从7.8 g/cm2变成了7.9 g/cm2,即有大量的珠光体出现,说明凸轮轴在磨削时出现了烧伤,造成了金相组织改变。
凸轮轴磨削后的表面烧伤的危害很大,解决磨削烧伤的问题,首先要确定有效的检测手段,然后分析磨削过程中发生磨削烧伤的原因,最终确定解决方案。

磨削烧伤的检测方法
磨削烧伤需通过有效的检测方法进行鉴别,常用的检测方法有目视法、酸洗法和仪器检查法。
1.目视法
磨削烧伤会在凸轮轴表面形成氧化膜,颜色会有黄色、褐色、蓝色和灰色等。目视法就是通过肉眼直接观察凸轮轴的加工表面是否有颜色变化,从而判断表面的磨削烧伤。目视法虽然简单易行,但存在误判的风险,对于加工表面颜色变化不大或是无变化的烧伤,目视法无法准确判断。
2.酸洗法
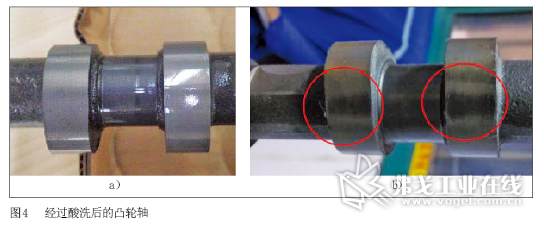
酸洗法的操作方式是使用浓度为5%的硝酸溶液和浓度为10%的盐酸溶液,按步骤和规定的时间浸泡零件,然后在正常光线下观察零件,无烧伤的零件表面应呈亮灰色,若零件呈暗色,则说明存在磨削烧伤,色泽越深,磨削烧伤越严重。
图4a中的零件经过酸洗后表面呈亮灰色,说明该零件无磨削烧伤问题;图4b中的零件经过酸洗后,凸轮缓冲带有明显暗色区域,说明有磨削烧伤现象。
酸洗法操作简单,但凸轮轴经过腐蚀后无法继续使用,即酸洗法是破坏性检查。该方法往往只能抽检,对于磨削过程中出现的波动或是零件材料不稳定,该方法不能进行有效控制,生产存在一定的质量风险。同时酸洗液需要设立专业检测室,配合专业的人员,使用防护劳保用品。酸洗液还会带来环境污染,需配备相应的酸液处理设备,大大增加了生产成本。
3.金相/硬度下降法
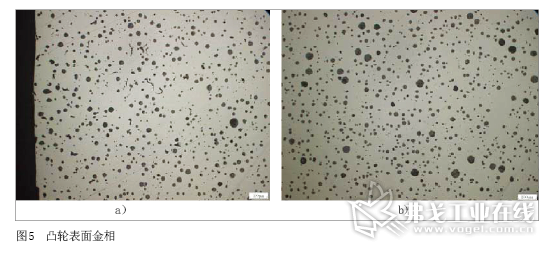
该检测方法是用硬度仪检测零件表面的硬度,若硬度明显升高或降低,即可初步判断零件表面出现了烧伤,从而进行更为详细的检查和分析;或用金相检测仪观察和对比零件表面的金属组织,确定零件表面的金相组织是否发生了变化。图5a为组织存在球化的不良现象,图5b为正常的金相组织。
金相和硬度下降法有较大的局限性,检查硬度和金相组织均要求平整的表面,还需对凸轮轴进行切割和表面抛光处理,破坏性检查,方便性差且准确性不高。
4.磁弹法
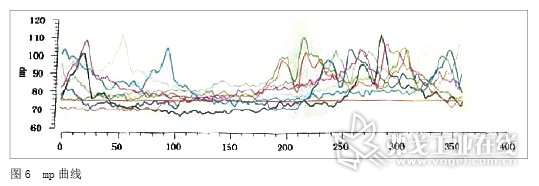
磁弹仪是利用磁弹法对磨削烧伤和表面应力残留进行检测的设备,发动机凸轮轴多为具有磁性的铸铁材质,材质内部晶体排布有规则性和磁序。若零件出现磨削烧伤或是残留应力,将会造成内部晶体和磁序发生变化,磁弹法就是检测零件材料的内部晶体结构和磁序,并通过巴克豪森嗓声放大进行分析和对比。图6为利用磁弹仪对一根凸轮轴的8个凸轮轮廓进行检测,输出的mp特性值曲线(8种颜色分别为8个凸轮)。从曲线上可看到每个凸轮的差值,最大的差值已达到50.1 mp,大于标准差值30 mp,说明存在烧伤的可能。
磨削烧伤的解决方案
解决磨削烧伤的问题就是要解决磨削过热。磨削过热可以从四个方面进行解决:减少磨削热量、改善磨削时的冷却环境、选择适合的砂轮及改变磨削工艺。
1.减少磨削热量
凸轮轴的凸轮磨削往往采用一次磨削到位的方式,磨削余量较大,导致磨削热的作用时间较长,极易造成凸轮表面出现烧伤。磨削进给量、零件的转速和砂轮的线速度都会影响到磨削热量。磨削进给量增大时,砂轮的磨削深度增加,产生的磨削热量增多,磨削温度将升高;零件的转速提高时,零件表面与砂轮的接触时间缩短,零件表面受热较少,能够有效地减少零件表面磨削烧伤;砂轮线速度提高时,砂轮与零件之间的摩擦和挤压作用增大,产生的磨削热量会增多,磨削温度也大幅提升。
可以根据以上磨削参数与磨削热量的关系,对磨削参数进行调整,减少磨削热量,从而优化和解决磨削烧伤。我公司凸轮轴生产线通过调整磨削进给量解决磨削烧伤的问题,如图7所示。将凸轮磨削余量0.1~0.15 mm 进行分解,分解后可以去掉前两次磨削过程中造成的零件表面损伤层,从而减少磨削烧伤的发生,同时增加零件旋转和进给速度,保证生产节拍和效率。

2.改善磨削时的冷却环境
磨削热量是磨削过程中无法避免的问题,若磨削时冷却液能够充分降低磨削区域内的热量,也可避免或减少磨削烧伤的产生。在磨削过程中砂轮在高速旋转时,砂轮周边会生产强大的回旋气流,造成磨削冷却液不能充分地进入磨削区域。磨削凸轮轴的止推面和凸轮凹面时,砂轮与磨削位置之间基本无间隙,磨削冷却液不易进入砂轮和磨削位置之间,故凸轮轴的止推面、前端面和凸轮凹面也是易发生磨削烧伤的位置。要解决磨削烧伤的问题,改善冷却环境是十分有效的方案之一。
(1)设定合理的冷却液参数
保证磨削冷却液充分进入和覆盖磨削区域,需调整磨削冷却液的压力和流量,并对冷却液的流量分段设定,在粗磨、半精磨和精磨中使用不同的冷却液流量。
(2)调整冷却喷嘴
调整冷却喷嘴的结构也是保证冷却液能够充分进入磨削区域的有效方法。喷嘴的结构直接影响到供液压力,凸轮轴的凸轮磨削设备可采用双喷嘴,在磨削区域下方增加一只辅助喷嘴,辅助喷嘴的直径可以设计得小一些(一般在1.0~2.5 mm之间),能够提升冷却液的出口喷射速度,同时喷射压力要在1 MPa以上。双喷嘴的结构有着不同的作用,其中主喷嘴的作用主要是将冷却液喷到磨削区域内,辅助喷嘴的作用是将冷却液喷射到砂轮表面,可阻断砂轮高速转动造成的气流,从而保证主喷嘴的冷却液更多地进入到磨削区域内。
3.选择适合的砂轮
砂轮是磨削过程中影响磨削质量的主要因素,砂轮有五大特性:磨料、结合剂、粒度、硬度和组织。通过砂轮来解决磨削烧伤的问题,需从砂轮的五个特性入手,进行调整和优化。
当前高速磨削使用的砂轮磨料普遍选用CBN材质,在磨料选择上一般不会再有改变,故该特性可不必列为解决磨削烧伤的考虑因素。
(1)砂轮结合剂
砂轮结合剂的类型有陶瓷结合剂、金属结合剂、橡胶合剂和树脂结合剂,其中陶瓷结合剂因磨削率高、强度大并具有一定的弹性等特点应用较广,可适用于各类磨削加工。磨削过程的最初阶段为零件表面材料的弹性变形阶段,这个过程砂轮以较大的负前角和钝圆半径对零件进行切削,砂轮结合剂在此阶段会发生弹性变形,使砂轮刚开始接触零件表面时产生退让,导致砂轮在零件表面滑擦,不能立即切入零件,只能在表面产生热应力,该热应力是无用的。选用合适的结合剂,如弹性适中的陶瓷结合剂,可以减少弹性变形阶段砂轮的退让量,降低空摩擦的时间,从而减少无用热应力的产生。
(2)砂轮的粒度
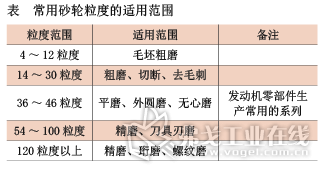
砂轮的粒度号越大,表示磨料越细。凸轮轴的凸轮粗磨时常选用颗粒较粗的磨料制作的砂轮,可以增大磨削进给量,以提高生产率,凸轮精磨选用颗粒较细的磨料制作的砂轮,以提升凸轮表面粗糙度等级。常用砂轮粒度的适用范围如表所示。
我公司一款凸轮轴材质为球铁中牌号较低的材料,因该材质较软、塑性大,凸轮位置的余量也较大,为避免砂轮堵塞或发热过大而引起零件表面烧伤,故采用颗粒较粗的磨料制作的砂轮,可有效地减少磨削烧伤问题。
(3)砂轮的硬度
砂轮的软硬对磨削质量有直接的影响,是砂轮最重要的特性。硬度较高的砂轮,磨料不易脱落,砂轮在磨削过程中,若表面磨钝了的磨料不能及时脱落,会导致磨削温度升高而造成零件表面烧伤;而较软的砂轮因磨料容易脱落,则会导致磨料脱落过快,砂轮的磨削性变差。为保证磨削质量,需要经常修整砂轮,导致生产效率降低及刀具成本的增加。
具体选用多大硬度的砂轮还需根据产品的特性进行选择,如磨削经过淬火热处理的凸轮轴时,因为凸轮轴的硬度增高,磨削时砂轮很容易磨钝,当砂轮磨钝时,继续磨削将产生大量的磨削热量,故磨削较硬凸轮轴时,砂轮硬度应稍软一些,以便于最表层磨钝的砂粒及时脱落,保证砂轮的切削性,同时较软的砂轮气孔也相对较多,便于冷却液进入到磨削区域,及时降低磨削热量。
(4)砂轮的组织特性
砂轮的组织特性是磨料、结合剂和气孔三者之间的比例关系,即砂轮中磨料所占砂轮体积的比例,砂轮组织级别分为紧密、中等和疏松。组织紧密的砂轮可以保证零件具有较好的表面粗糙度;组织疏松的砂轮因气孔大,表面不易堵塞,可用于大余量的磨削。
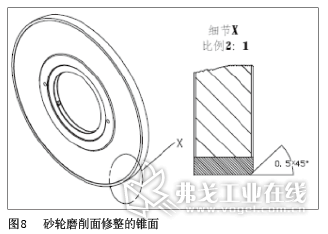
以上是通过砂轮特性来优化和解决磨削烧伤问题的方法,另外砂轮形状也可解决磨削烧伤问题。如磨削凸轮轴前端面时,因砂轮磨削面与前端面紧密贴合,凸轮轴前端面面积又非常小,冷却液很难进入到磨削区域中,若在砂轮磨削面上修整出一个0.5 mm×45°的锥面(图8),使砂轮和凸轮轴前端面之间具有一定的间隙,从而使冷却液进入到磨削区域中,减少前端面的烧伤问题。
4.改变磨削工艺
凸轮轴的凸轮磨削工艺经常采用同一片砂轮完成全部磨削,磨削过程中通过变换不同磨削参数实现粗磨、半精磨和精磨等工艺,该工艺很适合现代高效的加工要求,也可实现较高的质量精度和一致性,但对砂轮的损耗很高,在效率提升的同时,加工成本也随之增加。由于需要保证最终的凸轮表面质量,砂轮只能选择较软的硬度,这容易导致磨削烧伤问题的发生。若将凸轮粗磨、精磨分开,凸轮粗磨时采用硬度较大的金属结合剂砂轮,精磨时采用硬度较软的陶瓷结合剂砂轮,便可以达到解决磨削烧伤的问题。因为粗磨的砂轮硬度较高,可以增加磨削进给量,虽然磨削热量会升高,但粗磨砂轮的粒度较大,冷却效果较好,可以有效地降低磨削热量;精磨砂轮较软,陶瓷结合剂砂轮弹性较好,可以保证凸轮最终的表面质量。粗磨砂轮和精磨砂轮结合的方式可以在磨削进给、速度和砂轮消耗上互相平衡,最终通过改变磨削工艺的方式,解决磨削烧伤问题,保证生产效果并控制加工成本。
结论
本文阐述了磨削烧伤的产生原因、检测手段和解决方案,结合生产实例进行了说明,对于解决磨削过热的问题给出了四种解决途径:减少磨削热的产生、改善磨削时的冷却环境、选择适合的砂轮及改变磨削工艺。通过这几种解决方案的优化,可以有效地控制凸轮轴的凸轮磨削烧伤不合格率,避免了质量风险。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖