某新能源客车项目总装车间设计
项目概况
某新建全承载式新能源客车项目以10 000辆为计划产能,车长L=7 000~12 000 mm,生产工艺均按照12 m车身长度考虑,兼顾13.7 m车型,不考虑双层巴士。工作制度为全年250天工作制,单班工作,每班8 h。工人年时基数为1 820 h。 生产部门主要有型材加工车间、板材加工车间、大片焊接车间、车身车间、车架车间、涂装车间(含电泳)、总装车间(含物流)、底盘调试车间、电气调试车间、检测调试车间、电堆车间、pack车间、淋雨车间、检查车间、整修车间、复检车间以及充电间等。本文主要阐述总装车间的设计。
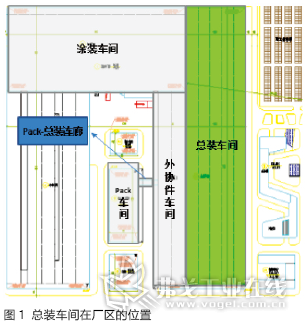
基于厂区整体考虑,总装车间位于整个厂区的中部,如图1所示。总装车间西侧紧邻外协件车间与涂装车间,外协件车间西侧为pack车间,方便涂装车间将油漆好的车身给总装车间。外协件车间主要给总装车间提供物流,pack车间将装配好的电池组通过空中连廊输送到总装车间各个输送线。
总装车间工艺流程
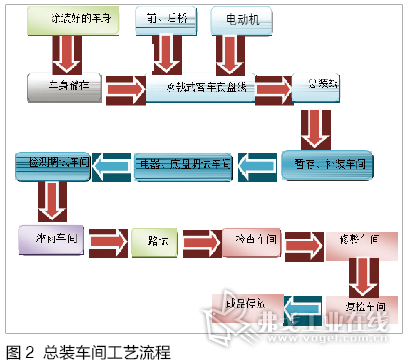
涂装好的车身通过移行机输送至总装车间,在总装车间有部分储存,储存量要求大于总装车间单班的一半量,根据总装车间计划,按照顺序通过梁式吊车吊所需要的车身上线,进行装配。装配分为前后两段,第一段为客车底盘线,第二段为总装线,装配好的车下线,进入报交区进行检测调试等工作,最后进入成品停放场。总装工艺流程如图2所示。
1.车间组成与工艺布局
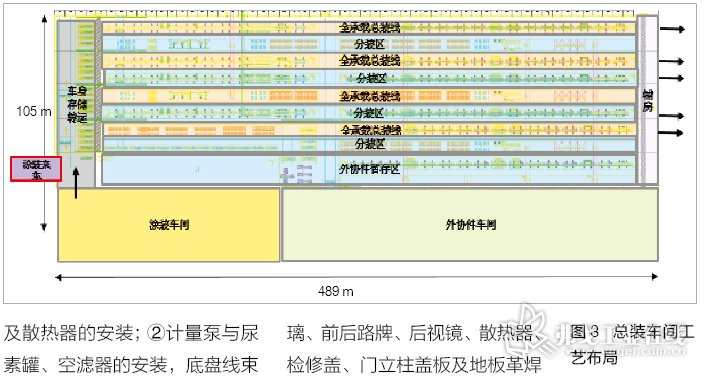
总装车间厂房呈南北走向,长度489 m,宽度105 m,由5跨组成,跨度均为21 m,厂房柱距主要为8 m,屋架下弦标高11 m;4条装配线及分装布置在车间的北侧4跨内,南侧1跨作为外协件暂存区域;东端10 m设置2层生活间。车间工艺布局如图3所示。
2.工艺生产流程
底盘线主要工艺流程为:①阀体附件(部分)、气支撑、转向器及转向管柱角传动器、冷却水管及散热器的安装;②计量泵与尿素罐、空滤器的安装,底盘线束铺设及固定、阀体附件(部分)、润滑泵、制动主缸及踏板的安装;③制动铜管路布置、制动管路与阀体附件连接与锁紧、转向管路布置、管路预铺及固定、集中管路的连接;④电动机、变速器线束连接,前/后桥、转向直拉杆以及转向管路的连接,制动管路与制动气室管路的连接、试漏与保压、进气系统的安装;⑤逆变器安装、冷却系统安装、消声器、除碳管路安装与连接;⑥轮胎安装、调整气囊高度、动力电池安装、保压试漏结果检查、底盘静态调试(包括力矩、转角和轴距测量等)。
总装线主要工艺流程为:①空调总成、压缩机的安装,安全天窗、车厢地板及蓄电池的安装,电源总开关的安装;②侧窗上沿装饰、风道内衬板、空调高低压管、顶棚线束、侧路牌、前门和中门门泵、仓门锁、扬声器、倒监、前后围灯具、侧围灯具、刮水器、仪表台线束以及除霜器的安装;③前/中/后顶、顶中内饰、顶侧内饰、侧围板、门泵罩的安装;④地板革铺设,地板压条、乘客门胶条及后围电器的安装;⑤侧后窗玻璃、前后风窗玻璃、前后路牌、后视镜、散热器、检修盖、门立柱盖板及地板革焊条的安装;⑥仪表台、驾驶员后护栏、侧窗下沿装饰及窗立柱盖板的安装;⑦扶手、前中乘客门、驾驶员座椅、遮阳帘内饰件、迎风舱封板及标识的安装;⑧加液、电器调试并下线。
工艺设计中遇到的问题
1.输送线的选择
(1)底盘线输送形式选择
底盘线主要装配管路、线束、前后桥、发动机及电动机等,输送线采用地链小车形式。
底盘线地链小车输送线目前分为两种,一种是只有链条,坑比较浅,在线头、线尾需要人工辅助小车上线和下线;到末端时,需要人工用叉车将小车输送到输送线起始端。另一种是自动的地链小车线,坑比较深,在输送线末端小车随升降台降落到坑里,通过地坑快速输送,到达输送线起始段。
对比两种地链小车输送线,自动的地链小车线更加智能化,也可以减少人工的使用,所以本项目选择的是自动地链小车线,如图4所示。

(2)总装线输送形式选择
总装线进行客车内、外饰的装配,一般采用单边板链或者双板链形式。单边板链和双板链形式区别不大,本项目考虑成本,选取的是单边板链形式。
2.底盘线与总装线的转接形式
目前主流客车厂基本采用当底盘线末端车降到地面后,通过人工推或者推车器推到总装板链线上,进行总装线的装配的转接。上述转接技术很成熟,缺点就是需要人工干预。本项目业主要求先进性,设备最好能实现自动化,所以本项目底盘线与总装线转接形式基于轿车模式,设计时采用的是往复式升降吊具的形式。在底盘线末端,升降吊具通过感应器下降,吊具打开,兜住车身,吊具闭合,车身上升。升到空中4 m以后,前行到总装线起始段,降到地面,吊具打开,将车身放下,吊具闭合,升到空中,回到底盘线的末端进行下一个循环。
3.其他问题
除了主输送线,目前客车厂还有些小的输送线,主要是针对客车总装车间物流通道少且繁忙、装配部件大、输送线长以及跨线的物流通道少等问题设计的。此项目大型部件都采用了空中输送线,大型部件从最南侧一跨外协件暂存区通过起重设备上线,直接输送到各个生产线或者分装区,此项目大型部件输送的有前/后桥、电动机、轮胎、空调及玻璃等。
(1)前/后桥、电动机输送线
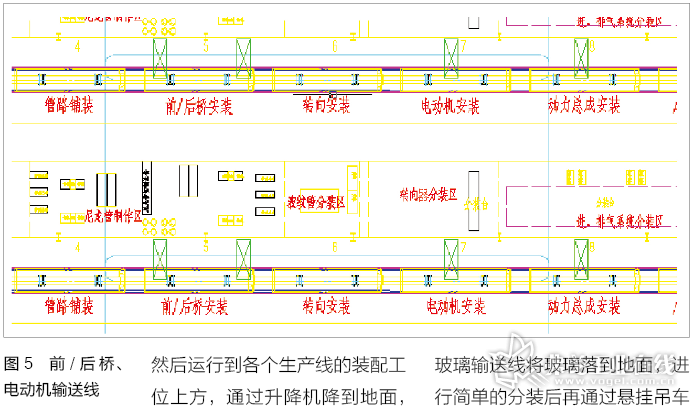
前/后桥、电动机在最南侧一跨设置分装线或分装台,按照生产排序,通过起重设备输送到各个线边,降落到前/后桥、电动机举升小车,再推到车下面进行装配。在每条线边设置一个小的循环线,避免有错排的部件,如图5所示。
(2)轮胎输送线
轮胎堆垛存放,人工操作把堆垛的轮胎推到辊道上,然后通过辊道输送到轮胎解垛工位。解垛后通过爬坡皮带输送线输送到4 m平台上,轮胎在平台上输送,然后运行到各个生产线的装配工位上方,通过升降机降到地面,然后通过轮胎装配辅助装置完成车轮安装。
(3)空调、玻璃输送线
在最南侧一跨设置空调、玻璃暂存区,按照生产排序,通过起重设备将空调、玻璃输送到各个线的分装区,空调输送线空中设置装配平台,输送线直接将空调落到平台上,由人工接到空调,再通过吊车吊到车顶进行装配。玻璃输送线将玻璃落到地面,进行简单的分装后再通过悬挂吊车进行装配。
结论
本项目中客车装配工艺水平较以前有了较大的提高,得到了业主的认可。本项目通过结合各个厂具体生产情况和要求,综合考虑质量控制系统的需求,引进先进的生产管理理念,为总装设计人员提供了有益参考。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖