杯形薄壁内齿类零件旋压成形缺陷分析及解决措施
旋压是塑性加工领域的一个重要分支,具有变形条件好、制品性能高、尺寸公差小、材料利用率高和制品范围广的特点。随着旋压技术的飞速发展和旋压产品范围的不断扩展,旋压技术逐渐成为齿轮制造领域一个新的加工手段。它克服了传统齿轮切削加工方法中速度慢、刀具要求高等缺点,对提高齿轮生产效率和产品质量,降低生产成本都具有重大意义。
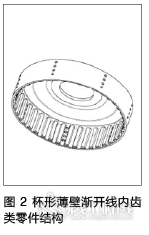
陕西法士特公司利用旋压机(见图1)主要生产AT换挡机构用的毂类零件,属于杯形薄壁渐开线内齿类零件,结构如图2所示。

旋压过程
按照变形前后毛坯厚度是否发生显著变化将旋压工艺主要划分为:普通旋压(不变薄旋压)和强力旋压(变薄旋压)两种。
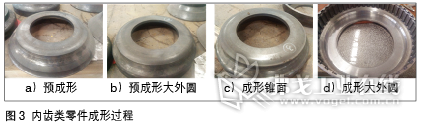
目前,我公司采用的旋压工艺是将板坯坯料装夹于带外齿廓的芯模上,用120°均布的3个旋轮在外侧挤压,材料在旋轮和芯模的作用上,逐点受压产生轴向流动,同时内壁材料因受芯模外齿廓的约束而成形齿廓。成形过程中,轮齿部分增厚,齿槽部分减薄。既不属于普通旋压,也不单纯的属于强力旋压。材料受力变形的目的不是整体减薄,而是局部增厚。用板坯坯料旋压成形杯形薄壁内齿类零件过程如图3所示。
旋压成形缺陷分析及解决措施
1.齿面折叠、填充不足现象及解决方案
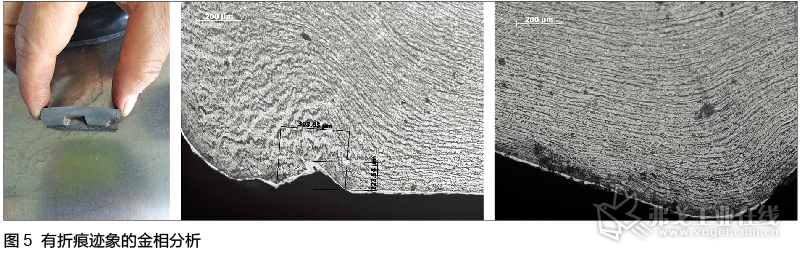
离合器毂零件旋压后齿面出现凹坑(见图4),疑似裂纹,初步判断是填充不足,缺材料。垂直裂纹方向进行切割,经过剖检,在金相显微镜下看材料流线,并与无凹坑侧材料流线对比分析,说明凹陷有初期折叠的迹象(见图5)。

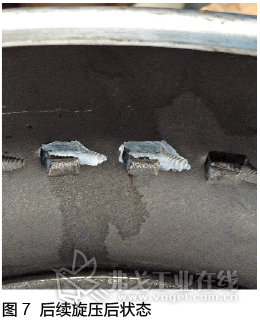
经过分步旋压,第2步预成形大外圆后,内部出现凸起和凹坑(见图6),用记号笔涂色标记,通过后续旋压(见图7)和标记位置判断,第2步预成形大外圆后的凸起导致了最终齿面折叠的出现。
为减小预成形大外圆后的凸起,经过对旋压程序及机床参数的分析,有三种解决方案:

方案一:预成形大外圆后,手工用风动砂轮打磨凸起地方,直至凸起完全消除,再继续后续的旋压,成形后的零件齿面折叠现象消失,通过此方案,进一步证实了齿面折叠产生的原因。
方案二:改变程序中旋轮路径参数,减小成形过程中旋轮的压入量;同时,适当增大旋轮的转速,减小旋压过程中对材料的挤压力,凸起减小,成形后零件齿面折叠现象减少。通过此方案,虽然一定程度上折叠现象减少,但是始终没有消失。
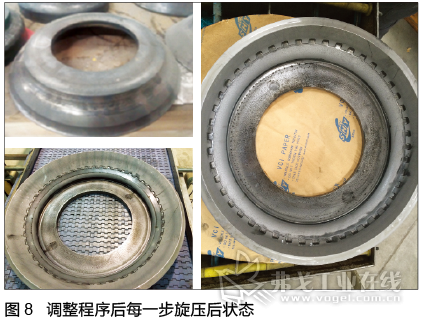
方案三:调整旋压成形的顺序,先成形活塞部分,再预成形大外圆,利用新的程序旋压后,凸起消失,状态如图8所示。
2. 局部轴向尺寸不足现象及解决方案
在旋压成形过程中,旋轮轨迹不合适或者旋压顺序不当,都可能导致旋压后零件局部轴向尺寸的不足,后续工序无法进行,这种情况主要发生在有圆角的地方。当旋轮设计不当或者移动轨迹参数不合适,会使得在芯模的圆角处,材料和芯模没有完全贴合,成形后零件的圆角过大,没有车削余量;当旋压分步顺序调整不合适,由于材料的塑性变形随着旋压过程持续进行,后一步的旋压动作会导致前面已成形的部分发生变化,从而影响最终的成形质量。
在旋轮的初始设计中,充分考虑了芯模圆角和零件坯料的厚度。因此一般不考虑旋轮设计不当的原因。
不同批次的材料,性能略有不同,成形过程中材料的流动性也不同。因此每换一批材料,都需要根据对旋压零件的试车情况来微调旋轮移动轨迹参数。在旋压过程中,也可以根据情况,适当地调整分步过程,增加关键部位的二次旋压,精修圆角部位。旋轮自身设计、运动轨迹以及程序的调整,均是围绕一个目标,尽最大可能保证材料和芯模的贴合度,从而保证圆角处的轴向尺寸。
结语
通过对程序的逐步调整,解决零件旋压过程中出现的各类缺陷。对于我们公司来说,利用旋压工艺加工薄壁内齿类零件属于新的工艺方法,需在今后的生产中不断积累经验,进一步增加对旋压工艺的认识。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论