缸孔珩磨表面粗糙度的优化
发动机缸体是汽车的核心部件,它决定了发动机功率、转矩、油耗和寿命等运行性能。这对缸体的加工精度提出了比较高的要求,所以通常采用珩磨工艺对缸孔进行精加工。加工中提到的缸孔表面粗糙度一般是指平台表面粗糙度与沟槽的综合粗糙度。因此,沟槽的数量和深度是影响表面粗糙度的主要原因。
轮廓支撑长度率曲线(又称Abbott-Fire-Stone曲线),是描述轮廓形状的主要指标,能直观地反映零件表面的耐磨性,对提高承载能力也具有重要的意义。作为一个形状评定参数,Abbott曲线实际包含了粗糙度轮廓横向和纵向所有的信息,如图1所示。
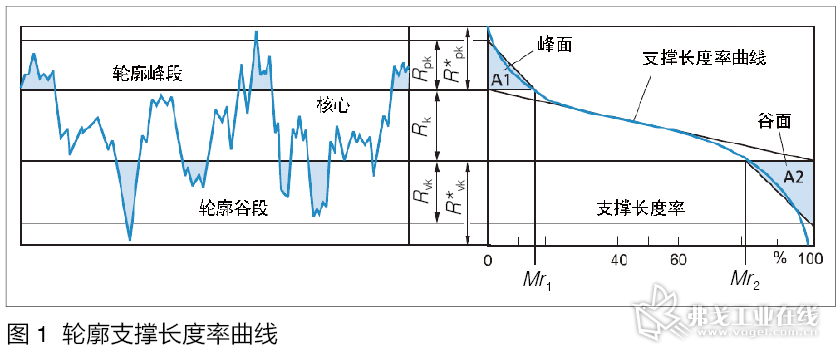
表面粗糙度参数主要为Rz、Rk、Rpk、Rvk、Mr1和Mr2等参数。现在主流的评价标准为依据德国工位标准DIN4776,对平台表面进行Abbott曲线评定。用特定规格的测针在被测表面划过评价长度的距离,被测表面的凹凸通过测针传递至粗糙度仪的处理电路,最终被处理成直观的测量结果,Abbott曲线主要评价波峰、波谷和平台等部分的比例关系。
现有的加工质量表现
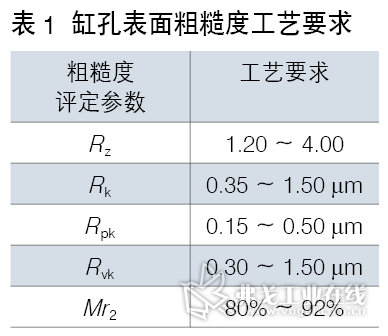
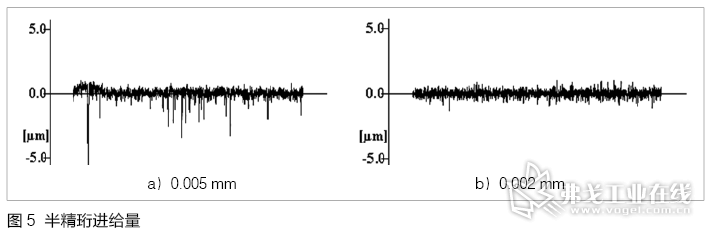
发动机工厂现采用的某珩磨机缸孔珩磨过程分为粗珩、半精珩和精珩三个工序,其中半精珩和精珩是在同一个工位完成的,也就是采用双进给珩磨头;粗珩、半精珩是机械式涨刀,而精珩采用的是更稳定的液压涨刀。缸孔表面粗糙度工艺要求如表1所示。
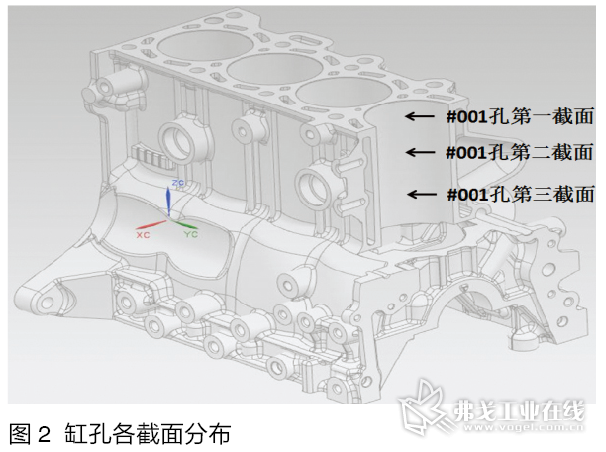
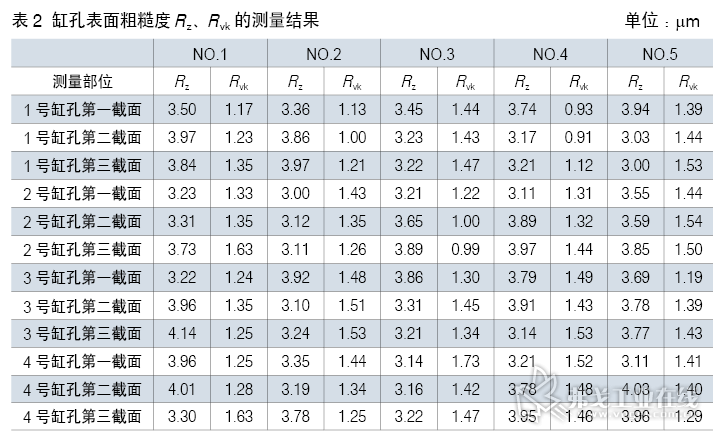
缸孔各截面分布如图2所示。在生产过程中,珩磨缸孔表面粗糙度经常出现偏上差的情况,其中Rz和Rvk频繁超差,如表2所示。从测量结果可以发现,缸孔表面RZ和Rvk较差。本文将探讨分析如何在生产线上提高缸孔表面粗糙度值并保持。
优化方向
一般来讲,缸孔珩磨后表面粗糙度主要受珩磨液浓度、加工质量、加工工艺参数和珩磨砂条的影响。首先分析各个因素是否是造成缸孔表面粗糙度不稳定的主要原因。
1.珩磨液
珩磨液是非常重要的珩磨冷却液,同时可起到清洁切屑的作用。珩磨液对珩磨质量有如下影响:如珩磨油粘度过大,流动性不好,则清洁作用差;如珩磨液太脏(尤其是珩磨油中有超过5 mm的颗粒),会直接影响珩磨网纹质量和粗糙度。
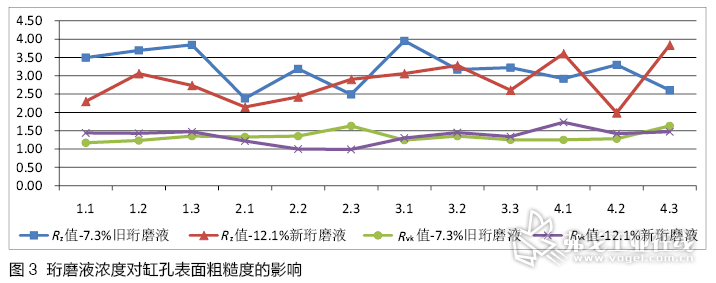
目前某珩磨机采用的是三乙醇胺为主要成分的水溶性珩磨液,浓度为7%;为验证珩磨液影响,将珩磨液更换成浓度为12%的新珩磨液,加工测量粗糙度结果如图3所示。对比粗糙度数据,浓度提升前后的加工数据无明显的改善;故珩磨液不作为优化考虑的方向。
2.加工余量
粗珩为预珩阶段,主要是要形成几何形状正确的圆柱形孔和适合后续加工的基本表面粗糙度;半精珩为基础平台形磨阶段,主要是形成均匀的交叉网纹。精珩为平台珩磨阶段,主要形成所需的平台。
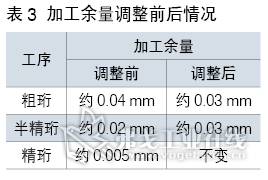
半精珩余量过少时,珩磨过程中无法形成有效的沟槽和网纹。从表3可以看出,目前半精珩余量偏少,而粗珩偏多,增加半精珩余量验证。调整后的对比如图4所示。可以看出,增大半精珩余量后,缸孔表面粗糙度值Rz和Rvk明显改善。
3.加工工艺参数
现有的加工工艺参数如表4所示。

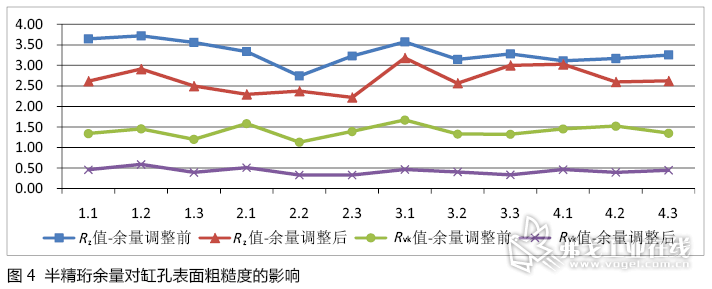
半精珩进给量由0.005 mm降低到0.002 mm加工验证,利用TOPOMETER输出缸孔表面的图形进行对比(见图5)。
对比图形可以发现,砂条的低进给量珩磨能够获得非常好的缸孔表面粗糙度,但这容易造成砂条的堵塞,无法拉出有效的深沟,造成Rvk偏下差。为了解决此问题,半精珩工序保持不进给珩磨一段时间,提高半精珩的缸孔表面粗糙度。
4.珩磨砂条
砂条与被加工工件表面直接接触,承担着磨削加工任务。珩磨砂条是由许多细小的磨粒用结合剂将其粘结成固结状态对缸孔进行切削加工的一种磨具。珩磨后,缸孔表面粗糙度与砂条本身的结构和性能关系较大。
工序目前使用的砂条粒度如表5所示。砂条粒度与沟槽深度和宽度有关:粒度大,沟槽相对较深、较宽。粒度与沟槽数量也有关:粒度大,沟槽数量相对较少。从Abbott曲线可知,半精珩是形成深沟槽的主要工序,即Rz和Rvk值是在半精珩阶段实现的;半精珩不同粒度的砂条对Rz和Rvk有比较大的影响。因此,在珩磨中验证#450、#400和#325三种粒度的半精珩砂条,测得过半精珩后缸孔表面粗糙度结果如图6所示。
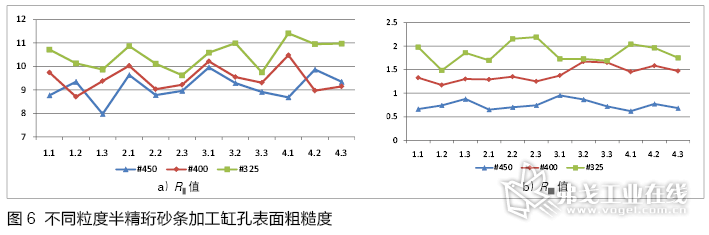
通过对比粗糙度Rz和Rvk值可以看出,粒度为#450的半精珩砂条加工的粗糙度较好。
验证结果分析
通过上文的分析,调整合适的加工余量、合适加工参数以及使用粒度大的半精珩砂条都可以改善缸孔珩磨后的表面粗糙度值,调整前后粗糙度Rz和Rvk值对比如图7所示。
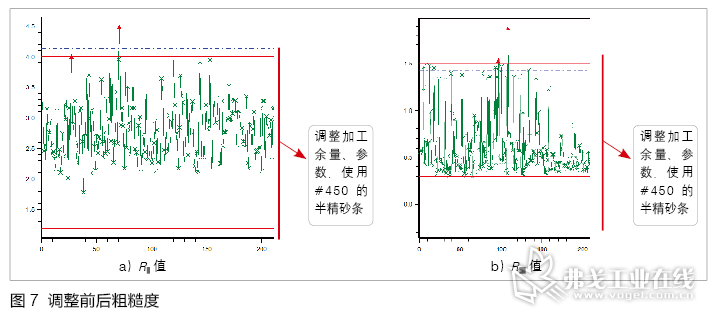
经过调整后,粗糙度值Rz和Rvk都比较稳定,没有出现超差;测量结果表明,通过优化加工余量、加工参数、砂粒粒度都可以改善珩磨后缸孔的粗糙度值。
结论
综上所述,从珩磨加工参数、砂条和加工余量等方向进行优化,可以得出如下结论:
1.半精珩的加工余量会影响深沟槽的形成,通过合理分配半精珩余量,有效改善深沟槽的形成。
2.珩磨液杂质会影响珩磨表面网纹,珩磨液的循环过滤需要满足一定精度,滤掉从缸孔磨下来的切屑;同时珩磨液也应该定期更换,保证珩磨液的清洁度。
3.砂条是影响缸孔表面粗糙值的主要因素,其中不同材料的砂条加工结果也会有不同的表现。
4.加工参数是影响缸孔表面粗糙度值的重要因素,合理的加工参数需要经过不断的验证得出。一般来说,低进给量可以得到更好的粗糙度。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论