研发阶段发动机缸盖罩数控加工坐标系的构建
研发阶段的新发动机缸盖罩和批量生产的缸盖罩在设备和工艺上有着很大的不同。主机厂批量生产时,为了满足生产效率需按生产节拍对加工工艺进行拆分,用定制非标设备形成加工流水线来满足某型号的量产发动机各个部件的快速生产。
通常,研发阶段的发动机缸盖罩是在通用型数控机床上加工完成的,且为了保证加工质量,一般在通用型机床上用尽可能少的装夹次数来完成新开发缸盖罩的加工。加工坐标系的选择和构建,是研发阶段中缸盖罩样品加工和小批量加工中提高工作效率、保障工作质量的重要因素之一;它在设计、加工和测量三个核心环节之间构建了一条一致的数据沟通渠道。
从研发到实现过程中涉及到的三个坐标系
1.设计坐标系
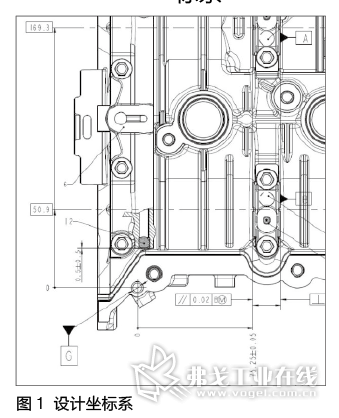
如图1所示,研发人员在设计缸盖罩时,为了精确控制关键位置的尺寸,并与后续的发动机装配实现匹配,会以装配基准为坐标系的零点,构建起一个设计坐标系并体现在最终的工程图上。
2.加工坐标系
如图2所示,在多轴加工中心上加工缸盖罩时,数控机床需要建立数控加工坐标系。数控G代码的加工点坐标将以早期建立的坐标系为坐标零点进行定位加工。例如,如果用寻边器测得定位销坐标值为(Xm、Yn),输入数控机床后,可以用G54等指令代码调用储存后的坐标作为加工零点。

3.测量坐标系
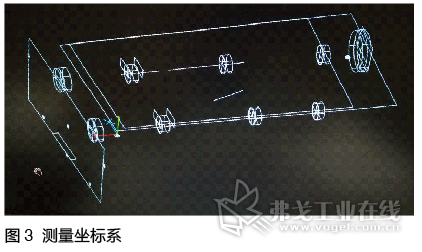
加工完的缸盖罩,获得包含形位公差和位置尺寸的整体加工数据时,需要用三坐标测量机来测量。同样是数控装备,三坐标测量机同样需要在测量前先构建坐标系,如图3所示。
加工坐标系构建的方法与选择
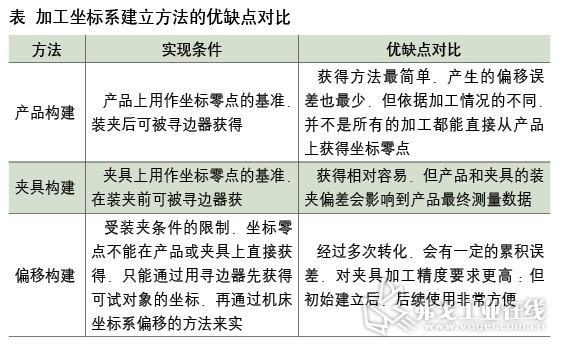
在加工过程中,构建加工坐标系零点的方法一般分为直接构建和转移构建两种。如果被加工零件的设计图样基准孔在加工时可直接测量,则可以用设计图样基准孔直接作为加工零点;如果设计图样基准孔不能被加工直接测量,则采用偏移方法构建,如测量夹具,测量其他非基准孔后零点偏移等不同方法来实现。
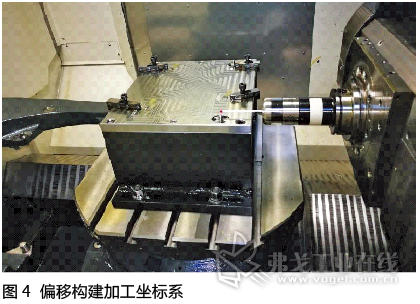
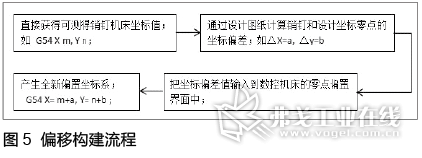
对于此次加工的某型号的缸盖罩,其设计坐标系的基准零点是装配基准孔G(见图1),在加工时装配基准孔所处的平面和夹具面贴合,加工时不能直接使用此基准孔。同时,基准孔G在缸盖罩和缸盖装配时,也要做为装配用的定位基准孔。为了避免加工过程中定位夹具碰伤孔内表面,设计部门也不允许用装配基准孔做为数控加工的夹具定位孔。在此情况下,加工时需要使用辅助工艺孔来设计夹具,并用夹具销钉偏移的方法来构建加工坐标系(见图4)。偏移构建从设计图样到机床上实现的工作流程如图5所示。
工艺基准孔偏移构建坐标系的缺优点
工艺基准孔偏移构建坐标系具有如下优点:
1.提高数控代码编制效率
工艺基准孔偏移后的坐标与设计图样坐标保持一致,在程序编制人员进行程序编制时,减少了因为工艺基准和设计基准不一致而带来的位置计算,直接把图样坐标设定到数控加工位置代码中,使程序编制的效率大大提高。
2.检验数据能快速反馈到加工过程中
加工过程中,受刀具、夹具、机床稳定性、机床定位偏差和毛坯来料一致性等多种不同因素的影响,即便是高档多轴数控机床,也不能确保首次加工一定能满足图样要求。经三坐标测量机检验时,检验坐标和图样设计坐标一致,反应出来的尺寸偏差可以直接与程序坐标对应,通过调整程序坐标即能达到按检验数据调整加工偏差的目的。
3. 便于研发人员在最后发现问题时,对前序各环节进行失效分析
加工检验后的缸盖罩,最后输入到研发实验室做各类性能分析。在有失效的情况下,需要对前序各个环节做尺寸公差和性能等的分析,包括设计、铸造、加工和检验等所有环节。如果核心环节反馈的数据源是一致的,均以设计图样的坐标系为准,则使得研发人员在分析潜在的失效环节时可以一目了然,不用因为坐标系不一致而去转化加工坐标,使得从研发、加工和检验等各个核心环节形成了完整一致的数据链。
加工坐标系建立方法的优缺点如表所示。
结语
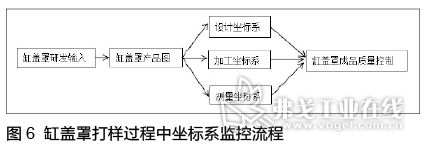
缸盖罩的加工过程是对设计的关键尺寸从图样到实际的实现,图6所示为缸盖罩打样过程中坐标系监控流程。在加工过程中,对质量产生影响的环节有很多,采用夹具定位销(工艺基准孔)偏移构建的方法产生和设计图样相同的坐标系,使得通过测量结果来分析加工过程中质量控制的不足变得简单和易于实现。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论