变速器关键零部件质量追溯过程研究
质量追溯是弥补产品质量缺陷的重要手段,通过研判问题后,可以快速捕捉质量风险分布点,从而对潜在问题产品进行前置处理,避免更大问题的发生。绝对零质量缺陷的产品是不存在,只要有“人机料法环”至少任何一方的参与,产品就存在质量缺陷发生的风险,区别只是发生的概率大小而已,变速器行业常用PPM值表示质量问题的多少(PPM一般是具体数值,比如“变速器零公里”故障率为468 PPM,表示每百万台变速器在装车使用1 000 km以内有468台存在质量问题。)。质量问题一旦发生,技术人员应对问题进行研判,分析造成质量问题的同一批次零部件若在其他产品上存在风险,通过质量追溯的方式快速锁定问题点分布,从而避免更大的损失。
变速器关键零部件质量追溯全过程研究
1.价值流程图(VSM)在质量追溯过程中的价值
价值流程图(Value Stream Mapping 简称VSM)是丰田精益制造生产框架下的一种用来描述物流和信息流的形象化工具,也是一种沟通工具。VSM可以作为管理人员、工程师、生产制造人员、供应商以及顾客发现浪费、寻找浪费的根源的起点,同时也是寻找矛盾点的有效手段。
零部件质量追溯是全流程系统性工程,依靠价值流程图建立理想流程往往可以事半功倍,其能根据理想流程的设计纲领绘制明确的质量追溯过程,与实际过程相较就能准确搜寻到爆炸点,利用PDCA方法将爆炸点和加工过程控制从根本上得到解决,就能为完整的质量追溯流程确定项目支撑。
2.变速器关键零部件实物流、信息流的传递模式、风险控制以及表现形式
(1)实物流、信息流
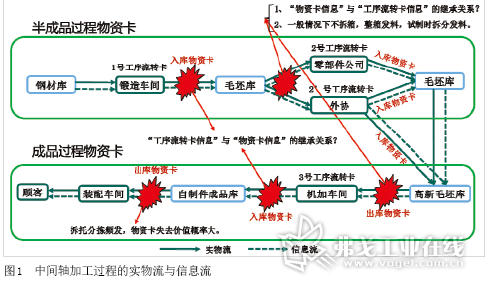
一般情况下,变速器主要零部件的加工过程比较复杂,可根据零件过程中的主要状态分为半成品加工过程和成品加工过程,以某公司中间轴加工过程举例说明。图1为中间轴加工过程的实物流与信息流,其中爆炸点是结点信息传递的风险点。
图1完整地表示了中间轴零件的实物流过程和信息流过程,信息流是依附于实物流而存在的,同实物流路径相同。在信息流传递的过程中,首先是结点处存在信息移交的风险,如图1中各爆炸点所示;其次是零部件具体加工过程的信息控制风险,两种风险共同筑建起了质量追溯过程。
(2) 实物流与信息流过程的风险点与风险控制
实物流与信息流的风险主要存在两种,其一是实物信息与物资卡信息相符性风险,其二是信息在不同系统传递的有效性风险,任何一种风险对企业、对顾客来讲都是不可接受的,所以必须有有效控制风险发生或者降低风险发生的办法。
对于实物信息与物资卡信息不符的风险性问题,发出方与接收方首先应建立互相信任的基础,增大低信任值供货方的抽检频次(低信任值供货方包含实物实际数与账不符、实物实际与账的种类不符两种情况),降低信任值高供货方抽检频次,或者免检,企业应具备一套内外部供方的评价体系。其次,企业可通过实施ASN单据来有效控制接收方的操作流程,接收人员通过手持扫描枪扫描ASN单据,可直接读取运载信息,然后通过逐个清点实物并完成实物上的物资卡的扫描完成确认过程,若发现任何异常,将信息输入手持扫描枪即可,由系统自动完成其余过程。再次,企业应具备一定的工位器具标准化基础,能够方便库管员快速清点来料数据,降低操作工劳动强度。
对于信息在不同系统传递的有效性风险问题,操作流程控制是关键。以半成品库向精加工过程发齿轮毛坯件为例,因库房的管理系统为WMS系统(仓储管理系统),而生产线的管理系统则是MES系统(生产实时系统),为有效保障物料信息的继承,避免漏扫的情况,企业应建立适用的流程、配备相关基础设备,保证发料与接收的过程是完全可控的。齿轮毛坯件物资卡信息记录着此毛坯料前期的全部信息,物料被排产后,MES系统通过扫描物资卡,锁定关键字后即将物资卡的信息完全继承,在后续的加工过程中,不断向工序流转卡中输入实时信息即可,全部工序完工后通过WMS系统手持扫描枪扫描MES过程中的工序流传卡完成成品的入库工作。
(3)实物流与信息流的主要表现形式
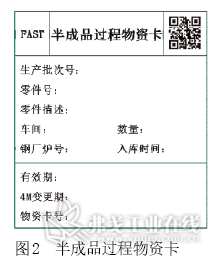
“实物流”主要通过托盘、料箱、筐子等标准化工位器具予以实现。而目视化则是“信息流”的主要外在表现形式,物资卡、RFID等形式都属于目视化信息系列,后者主要区别是需通过手持扫描枪或者APP读取数据,其可在一定程度上降低操作工劳动强度。半成品物资卡和成品物资卡如图2、图3所示。不同过程物资卡的信息是有区别的,各过程主要目视其具体使用阶段所需的信息即可。

变速器关键零部件质量追溯过程控制的分类
1.加工过程的质量追溯控制
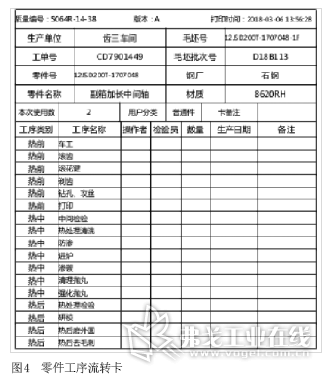
同批次零部件的加工过程都须有工序流转卡,如图4所示,工序流转卡记录了某批次零件在车间的所有过程,覆盖人机料法四个方面,当所有工序完工后,工序流转卡信息则会被记录在二维码中,再存于MES系统中,产品同时用激光刻蚀出能够索引本过程流转卡的编码。一旦顾客的产品发生质量问题,就能快速追溯到产品加工的各个工序,分析产生问题的根本原因。
2.转运过程的质量追溯控制
变速器关键零部件的主要转运过程包含转厂件转运过程和厂内件转运过程,主要区别仅在于路途远近。以厂内件转运过程为例予以说明,质量追溯过程控制主要存在一个风险点,即是零件转运过程中物资卡(RFID)可能因为颠簸丢失的风险,一旦发生丢失,将导致账物不符,转运过程质量追溯难以实现。所以在转运过程中,如何固定物资卡(RFID)则是关键。在新的物流模式下,建议将RFID直接内嵌在转运器具中,做到一一对应,方能有效防止掉落;传统模式下,因RFID全面推广成本过高,加上旧器具改制的费用,一般较难实现,建议优先选择物资卡的形式,为降低操作工劳动强度,可在某些厂内短途运输中用RFID替代物资卡。
3.库房过程的质量追溯控制
WMS是库房物品的管理系统,负责物料接收、存储以及发料过程的数据管理,先进先出(FIFO,First In First Out)是库房货物流转的常规方式,也是有效保证货物质量的重要手段。成品零件携带着成品物资卡入库后,操作工通过手持扫描枪扫描,实现数据与实物的同步接收,然后与货架号关联后实现完全入库;在存储过程中,WMS可根据设计存储时间自动实现记录的功能,当超过时限后,系统自动报警;库房在发料过程中,系统自动携带库存时间信息,以备后期质量追溯之用。
4.装配过程的质量追溯控制
装配过程是变速器制造的最后一个过程,是直接面向顾客的过程,也是最关键的过程,拍灯系统(PTL,Pick To Light)负责主要零部件的单台拣选,避免错漏拣,错漏送;MES系统与单台拣选的配合可以将每一个关键零部件与总成协议号进行关联,一旦质量问题发生,就可以快速追溯到零件的过程,分析产生问题的根本原因,进而从源头予以解决。
变速器关键零部件质量追溯的应用
变速器关键零部件质量追溯是机械行业一类产品的质量追溯过程,但质量追溯过程的方式方法可以在其他机械行业进行应用。具体过程为:①研究实物流过程的实际流程与理想流程;②根据实物流过程确定信息流过程;③找出爆炸点,建立完整流程的项目支撑;④确立信息流过程,以及信息一致性的继承关系;⑤确定过程信息的保留方式与保留时限;⑥发生质量问题后质量追溯的作用与目的;⑦记录质量追溯信息。
结语
随着人们对产品质量的不断关注,对高质量产品的不断需求,大部分企业都逐渐意识到了质量的重要性,发起了多维度的“质量革命”活动。质量问题是不可能完全避免的,只能有效地降低质量问题发生的风险,也只有不断地进行质量追溯才能从根本上不断完善产品的质量。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论