一种焊装车间冷却水循环系统自动控制设计方法探讨
随着我国汽车工业的快速发展,企业的核心竞争力已经体现在产品的焊接质量竞争方面。在诸多影响焊接质量的因素中,冷却循环水系统是极其关键的一环。根据冷却循环水系统的控制方式,可分为半自动控制方式和全自动控制方式两种。
我公司乘用车基地一期焊装车间的冷却水系统为半自动控制方式,冷却水系统主要为焊装线上的一体式焊机、分体式焊机及焊接机器人等设备提供冷却功能,冷却水系统的好与坏,直接影响白车身的焊接质量和设备的使用寿命。通过引入罗克韦尔公司PLC自动控制方式,结合触摸屏和上位机系统,将现有本地半自动起动方式,改造为远程手自动控制方式,通过PID功能实现毫秒级别的速度监控水循环系统水压状态,并快速做出判断,修正变频器运行台数和频率,实现管道水压平稳。
水循环系统半自动控制和全自动控制方式论述
1.半自动控制方式原理
半自动控制方式通过人工本地启动变频器,通过采集管道水压压力的数字显示来人为控制泵机的台数及频率,当多条生产线变化生产时,水循环系统不能实现在控制系统上对水压稳定性的自动控制、监控以及故障报警。如果出现水压过高或者水流量不足有可能导致严重后果。半自动水循环系统工作时的系统配置如图1所示。
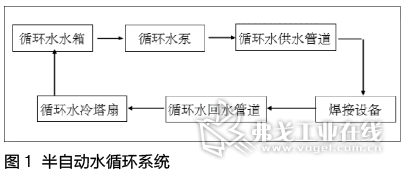
半自动水循环系统的优点是费用投入少,约为全自动控制费用的1/2。缺点有:①系统无法自动起停泵机,只能人工起停,无法实现多条生产线变化生产时的管道水压要求,存在水管超压爆裂隐患,可能造成不可预料的设备损坏,引起停线;②焊钳电极头发烫引起批量焊点质量事故;③水流量不够,冷却不足,易造成焊钳批量损坏,并有烫伤员工的安全隐患;④无法实现报警提示功能,造成维修响应困难;⑤需要到水泵房起停水泵,存在步行浪费。
2.PLC+PID组合全自动控制运行原理
(1)PID闭环控制原理
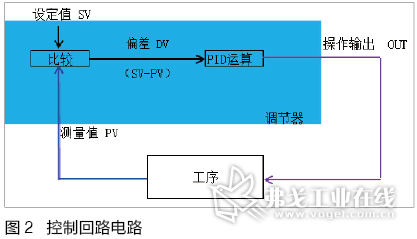
PID控制器就是根据系统的误差,利用比例(P)、积分(I)及微分(D)计算出控制量进行控制的。比例控制输出与实际测量值(PV)、设定值(SV)的偏差成比例的输出量;积分控制输出与该偏差的积分成比例的输出量;微分控制输出与该偏差的微分成比例的输出量,将此三个量相加输出,以达到目标值,如图2所示。
(2)PID参数设置及整定曲线介绍
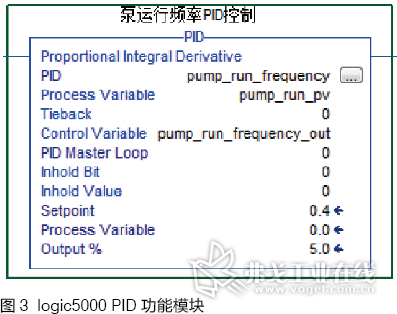
本水循环系统采用罗克韦尔logic5000 PID功能模块进行设计,配合采集传感器,具有设计简单、界面友好、兼容性强及操作性好等特点,使用时首先创建logic5000 PID模块指令,如图3所示。
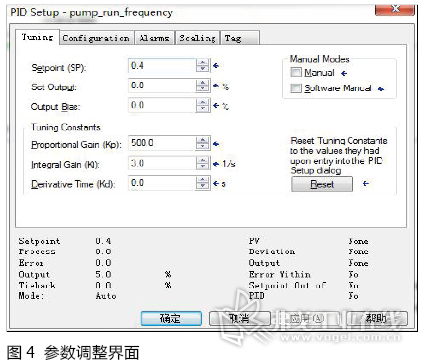
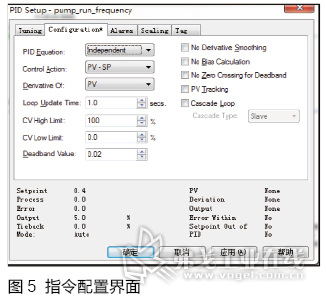
通过右键点击PID指令属性,第一项为参数调整界面,其中需要设置比例系数Kp和积分系数Ki,如图4所示。图中所设置比例系数为500,积分系数为3。这两个参数需要根据现场实际情况调整。之后进入PID指令配置界面(图5),此界面所需要设置参数较多,包括:①第一格设置为independent,即独立PID回路;②第二格选择SP-PV;③第三格选择PV;④第四格设定为PID块的循环时间,即PID多长时间执行一次计算;⑤第五格设置PID块输出的最大值,变频器设置为50.0 Hz,阀门设置为100.0;⑥第六格设置PID块输出最小值,根据实际情况而定,一般为0;⑦第七格设置调整死区,即在此死区内,PID不调整。最后进入指令缩放比例设置界面,设置参数。
PID模块指令创建完成后,下一步是根据控制目标进行参数整定。理想的整定曲线,是测量曲线与给定曲线完全重合,但实际上是很难实现的,通常所说的理想曲线,也就是过渡过程振荡两次就能趋于稳定下来,并且振荡两次后有近于3~4倍的衰减比(如图6中A、B两个波峰所示)。整定方法主要分为两种:
一是依据系统的数学模型,经过理论计算确定控制参数,公式如下:
U(t)=Kp[e(t)+1/Ti∫e(t)dt+Td×de(t)/dt]
式中积分的上下限分别是0和t,其中e(t)为系统偏差,U(t)为开度输出,Kp为比例系数,Ti为积分时间常数,Td为微分时间常数。计算法由于比较复杂,特别是被控制系统各环节时间常数难以确定,不太建议使用。
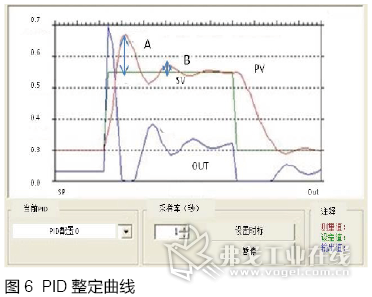
二是工程整定法,简单而言就是通过数据试验,然后按照工程经验公式对PID控制器参数进行整定。本项目主要采用工程整定法进行参数设置,硬件方面一共使用5台电动机,包括3台工频电动机及2台变频电动机,经过多次试验验证,得出最佳比例系数和积分系数。图6中红色曲线是本次调试自整定的曲线图,实现了主管道0.55 MPa的稳定控制水压目标。
3.PLC控制泵机最优启停组合原理
通过PID可以实现主管道0.55 MPa水压后,下一步是实现多条生产线变化生产的水压快速稳定。通过PLC控制器,采集管道水压压力,并迅速反馈给PLC,为实现管道压力自动稳压起到闭环反馈作用,应设置模式。
在自动模式下,按下自动起动按钮,水泵自动运行,查找变频器最优泵号起动(没有故障、没有运行、历史运行时间最短者优先);如果当前运行变频器的频率反馈大于等于50 Hz(滤波5 min),则自动寻找最优软起动泵起动,最多可开启2台工频泵。如果当前运行变频器的频率反馈小于等于30 Hz(滤波5 min),则自动寻找最优软起动泵停止,直到停完所有的工频泵,从而实现适应多条生产线变化生产,而稳定管道水压的功能。当前运行变频器泵发生故障,或者切换到就地位置和检修位置,系统自动开启备用变频器。当按钮选择为自动时,按下自动停止按钮,水泵自动停止。
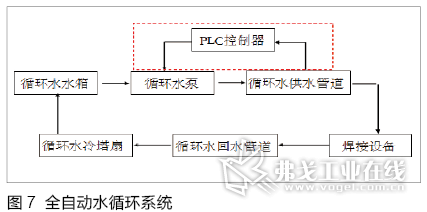
自动运行过程中如果发生变频器频率采集不到(突变为0 Hz),则控制系统就会运行减泵程序,直至将所有的工频泵减完为止,造成供水压力达不到设定值。全自动水循环系统工作时的系统配置如图7所示。
全自动控制方式水循环系统设计的优点有:
1)可通过与管网压力信号联锁,适应车间多条生产线变化生产时自动选择水泵起停组合、台数及自动调整变频器的频率大小,实现PID恒压供水,保证焊接设备的正常冷却,稳定焊点质量。
2)实现了水泵房上位机远程启停、监控,并可将故障集成到上位机系统,提高故障响应速度。
3)可通过PLC控制技术,设计程序实现每台泵运行时间的记录情况,来自动选择水泵起停组合、台数及故障泵和正常泵的切换;以及远程手自动起停系统;
4)可通过增加继电器将水泵跳闸、缺相等报警集成,并写入到PLC,然后通过上位机画面显示,提高了维修快速锁定设备故障原因,极大提高维修响应速度。
全自动控制方式水循环系统设计的缺点是一次性投入高,约是半自动设计的2倍。
上位机功能介绍
1.PMC上位机原理概述
Process Monitoring & Control System即过程监测和控制系统,用于监视和控制设备及生产工艺的过程。PMC系统将提供给用户设备状态信息和报警信息,系统所能达到目的是提高设备及过程正常运行率。PMC系统可快速检测设备及产品问题,第一时间提醒负责人员,提供问题的历史记录及事后分析,同时生成各种形式报表以满足生产及维修的要求。PMC系统基于Cimplicity软件实现。
2.远程监控及操作界面设计应用介绍
通过PLC控制系统的IO信号实时采集,结合cimplicity上位机组态功能,可将水泵房的每一个设备状态以及操作按钮均按照现场布局显示在上位机画面,实现了远程监控和控制,实现PID恒压供水,保证焊接设备的正常冷却,稳定焊点质量的同时,提高了员工的维修响应速度。
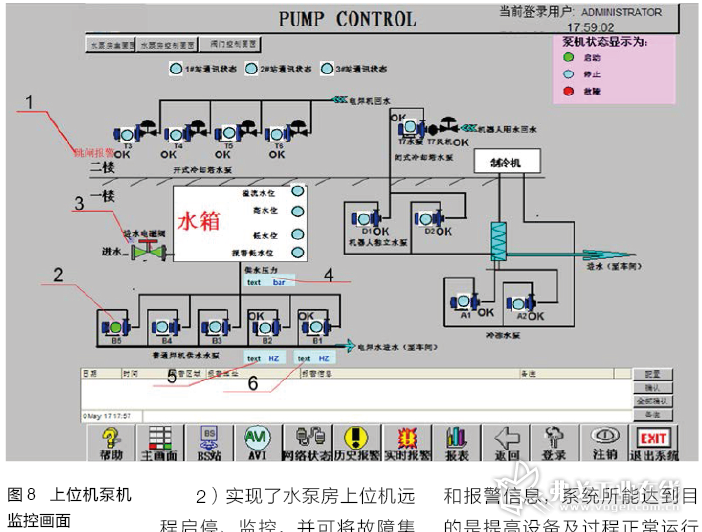
上位机泵机监控画面如图8所示,其中序号1为跳闸,“跳闸报警”跳出时,提示空开出现跳闸。序号2为运行状态,当正常运行时,指示灯显示绿色;当停止状态时,指示灯显示蓝色,当故障状态时,指示灯显示红色。序号3为阀门打开,当阀门打开正常时,阀门显示绿色;当阀门关闭时,显示蓝色。序号4为供水压力,可实时显示普通焊机供水时的供水压力。序号5为B1变频器运行频率,可实时显示普通焊机供水时的B1变频器运行频率。序号6为B2变频器运行频率,可实时显示普通焊机供水时的B2变频器运行频率。
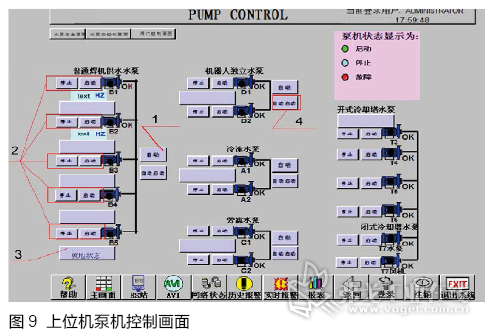
上位机泵机控制画面如图9所示,其中序号1为远程手自动选择,选择手动时为远程手动,选择自动时为远程自动方式;序号2为B1~B5循环泵机远程手动起停按钮,在手动模式下,通过触发上位机画面的起停按钮,可实现远程任意切换泵机;序号3为就地/检修/远程显示,显示设备处于就地/检修/远程显示状态;序号4为D1~D2循环泵机远程手动起停按钮,在手动模式下,通过触发上位机画面的起停按钮,可实现远程任意切换泵机。
综上所述,通过PLC信号采集功能结合上位机的操作界面,实现了水循环系统的实时监控和操作,有效保障了水循环系统管道压力稳定,提高了维修响应速度。
结语
通过将水循环系统改造为全自动控制方式,实现在控制系统上对水压稳定性的自动控制、监控以及故障报警功能,有效解决了车间多条生产线任意切换引起的管道压力变化问题,保证了车间焊接设备的冷却效果,确保了焊点质量完全达到车身焊接工艺和质量要求;同时提高了维修快速锁定设备故障原因,极大提高维修响应速度。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖