有限元仿真在激光钎焊热变形中的应用
激光钎焊是一种高速、非接触、变形极小的焊接方式,相比于传统点焊方式,其具有焊接表面质量高、焊接速度快、焊接后密封效果好及焊接强度高等特点,非常适合汽车制造领域内大量而连续的在线加工,在全球的汽车领域内,激光钎焊广泛应用于底盘、车顶、侧围、车门及车身总成等整车大型覆盖件的焊接中。
然而在激光钎焊大规模应用过程中,由于其原理上仍属于焊接的一种,因此会产生大量复杂的高温效应,随着大功率激光热源在待焊零件上作用,钎料发生熔化,待焊零件表面温度会急剧升高,随之急剧下降。巨大的温差变化使得待焊零件发生热弹性、塑形变形。随着有限元仿真技术越来越多地应用于车身结构的性能分析中,如刚度、模态、疲劳及NVH等方面,其在车身工艺产品同步工程中正发挥着重要的作用。因此可借助有限元仿真技术,研究零件在激光热光源输入的情况下,掌握其变形机理及规律,并找到预测变形的方法,便于在产品设计早期发现识别问题,为产品设计更改和制造工艺开发提供理论
支撑。
综合来看,目前国内外研究主要集中于对激光焊接温度场变化的研究,较少关注激光钎焊对零件热变形影响。本文将运用有限元仿真技术,通过对激光钎焊热变形关键技术研究,在产品同步工程开发阶段,提前预测零件热变形引起的尺寸偏差,从而提高产品可制造性和易制造性,提高规划及制造质量,降低项目投资及运营成本,实现CAE驱动工艺开发。
激光钎焊热变形有限元仿真流程概述
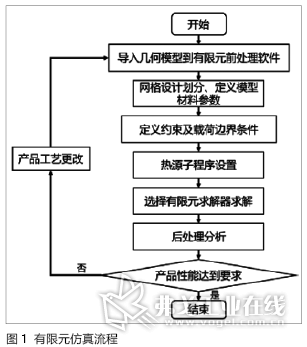
本文将建立激光钎焊热变形有限元仿真模型,有限元模型分析流程如图1所示,首先将零件的几何模型导入到有限元前处理软件,然后按照网格大小对零件进行2D网格划分,对不符合要求的网格进行检查修改,通过网格offset生成3D网格。将划分好网格的模型导入后处理软件中,对不同零件定义材料参数,并设置载荷类型及作用时间以及相应载荷边界约束类型、作用阶段及约束方向;由于激光钎焊作用时会集中产生大量热,需要进行热源子程序设置,包括热流功率、移动速度、移动轨迹、热源形状和热源半径,仿真实际情况下的热源分布。接着通过选择合适的有限元求解器,进行模型运算,通过后处理结果分析,判断产品性能是否达到要求。针对无法满足要求的情况,通常会协同工艺、仿真及产品工程师共同讨论,需通过产品工艺的相应更改,才能满足制造需求。
激光钎焊作用下热变形的数值模拟
1.热变形数值计算方法
由于零件在激光作用下会产生温度的剧烈变化,从而使得零件内部的应力应变发生变化,导致零件发生热变形。激光作用结束以后,零件的残余应力和应变将导致零件有一定的残余变形量,而这个变形量将最终影响零件的加工质量。本文将利用热弹性力学的相关理论推导出零件热变形的数值计算方法。热弹性力学中为了计算热应力和热变形的值,需要通过将应变表达式、动力方程应力应变的本构方程列方程组来求解某一特定点的位移值。若已知零件的温度场分布函数θ(X,t)、边界条件和初始条件,则有热弹性运动方程可解出零件的变形场mi(X,t),对于零件来说,物质坐标与空间坐标的差异可以忽略不计,则应变表达式如下:
将其代入本构方程中,并结合动力方程,则可得到热弹性运动方程:
式中,V表示泊松比,ei表示体积应变,ρ表示单位载荷。
2.热源模型选择
在热变形的有限元模拟中,通常热源形式有二维高斯热源、双椭球热源和三维高斯热源。在本次研究中,仿真对象车顶零件属于薄板类,在激光钎焊光斑加热过程中,会产生熔化现象并且没有深度上热分布,故采用双椭球热源作为本次模拟的激光输入热源模型函数。
双椭球热源由两部分组成,各自部分的热输入分布有不同的函数表达式,两部分的函数表达式分别如下:
式中,qf为第一部分椭球的热输入密度;qr为第二部分椭球的热输入密度;ff为第一部分椭球的输入功率比重;fr为第二部分椭球的输入功率比重,af、ar、b及c分别为椭球的半轴长度。
此函数通常用于实际焊接中熔池比较稳定、焊接速度均匀的焊接模拟中,由于考虑热源在匀速移动过程中产生的热传导作用,造成热源前后的温度梯度差别较大,而该函数将两个半椭球组合在一起以模拟移动热源的实际输入情况,在实际焊接模拟中能够得到较高精度,可预测焊后零件的具体状况。
3.建模与求解
为了对激光钎焊作用下热变形进行数值模拟,需要利用专业有限元软件ABAQUS进行仿真计算,得出焊接过程中零件表面温度场分布、应力应变及整体变形等情况的计算结果,建模求解方案如图2所示。
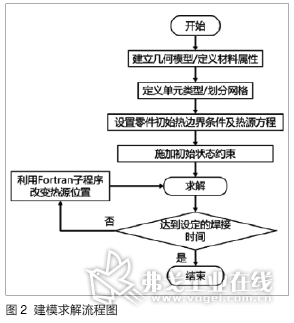
首先应建立三维几何模型,并根据实际情况定义材料属性。由于车顶结构特殊,天窗区域会有局部加强刚度零件,所以在定义材料属性时,对于刚度加强区域采用弹性材料,并通过施加约束而加强。对于其他区域,则采用双线性随动强化的弹塑性材料模型。
第二步是定义单元类型并划分网格。由于车顶激光钎焊区域与侧围搭接,故需要设置两类边界单元,一是侧围单元,将其定义为弹塑性材料,材料属性与零件相同;二是焊缝单元,将其定义为弹性材料,其弹性模量随温度变化。其中将焊缝单元设置为生死单元,焊接前焊缝单元全部不激活,随着焊接进行,焊缝单元随热源前进而逐渐激活。生死单元的设置,能够更好地模拟填料过程,使仿真更接近真实激光钎焊情况。对于零件进行分区域四面体网格划分,并在局部圆角处网格进行进一步优化。
第三步是设置零件初始热边界条件及热源方程。本次研究选择双椭球热源作为激光钎焊中热源形式,结合Fortran子程序改变热源位置,在焊接过程中随着焊接路径同步运动,能够很好地反映激光钎焊的特点。
第四步是施加初始状态约束,在车顶左右两侧对压边力进行设置,由于其数值较小,不会对零件产生较大变形,所以将压边力定义为集中力,不仅可以提高计算效率,也能满足仿真精度要求。除此之外,零件初始约束也包括机械应力,在对侧围单元施加不同的小位移时,选择合适的小位移值。
第五步是利用ABAQUS的求解器进行后续计算过程求解,求解结果将以云图、矢量图及动画等形式呈现。
车顶激光钎焊热变形的实验研究
基于前文提出的建模求解方法,将针对实际车型车顶在激光钎焊过程总热变形进行仿真。选取车顶尺寸约为2 000 mm×1 200 mm,材料为低碳钢,板厚为0.65 mm,数模网格和约束都采用前文所述参数。对于焊接工艺参数导致的不同热源设置,需要进行实际热功率测量实验。通过设置不同的工艺参数,获取热功率和温度的关系曲线,如图3所示,得到仿真中钎料温度与热功率的关系:
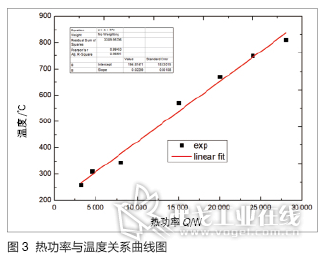
T=0.02289Q+194.8147。为了验证关系曲线的准确性,测量实际焊接生产时温度为150 ℃,通过函数关系式计算得到仿真热功率为Q=24 000 W,与实际热功率24 500 W接近,说明该热功率预测曲线较为准确。
影响激光钎焊零件质量的因素可分为两类:热应力和机械应力。热应力产生主要是因为焊接过程中温度分布不均,而零件夹具的压边力导致侧围发生小位移,从而产生机械应力。本次仿真以车顶为研究对象,研究热应力及机械应力对车顶激光钎焊热变形的影响。
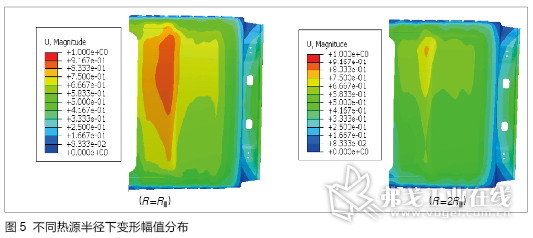
1.热源半径对零件变形量的影响
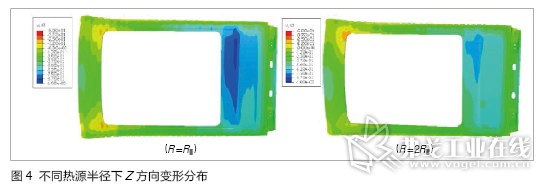
通过之前的分析决定,本次研究采用双椭球热源模型,故将热源半径初始参数设为a0=2.8 mm,b0=3.4 mm,c0=3.2 mm,R0=5.0 mm,并对热源参数进行等比缩放,对比分析在不同热源半径下Z方向变形分布和变形幅值分布。如图4、图5所示。在热源半径为5 mm时,零件最大变形量为Z向-1 mm,最大变形幅值0.9 mm;在热源半径为10 mm时,零件最大变形量为Z向-0.8 mm,最大变形幅值0.75 mm。由图发现随着,热源半径的增大,零件变形量在减少,相对应的变形面积也随之降低。这主要是因为热源半径的增大,导致热流密度减小,在焊缝区的体积不变的情况下,热输入是减小的,从而零件变形量和变形面积减小。
2.机械应力对零件变形量的影响
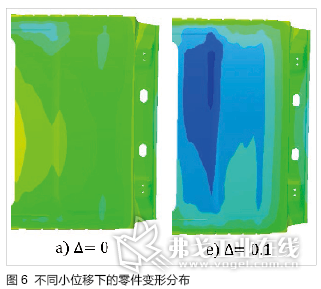
机械应力是导致零件变形的另一个主要因素,由于零件上料之后通过夹具进行夹紧,会导致零件匹配之间产生微小位移,从而产生机械应力影响激光钎焊零件热变形。本次研究对象为车顶与侧围零件搭接处的激光钎焊,在本次仿真中通过对侧围单元施加不同的小位移来模拟零件匹配零件匹配之间产生微小位移,从而产生机械应力影响激光钎焊零件热变形。本次研究对象为车顶与侧围零件搭接处的激光钎焊,在本次仿真中通过对侧围单元施加不同的小位移来模拟零件匹配时的间隙。仿真中,令车身坐标系产生小位移,通过将小位移分别设置为0、0.01、0.02、0.08和0.1五组,焊接工艺参数为上文默认参数,对其分别进行仿真模拟。图6所示为不同小位移下的零件变形分布,可以看出,随着小位移的发生,零件沿车身坐标系Z轴正向凸起,随着小位移的增大,零件凸起减小,直至产生沿车身坐标系Z向的凹陷。越小的侧围小位移,相应零件变形量就越小。
3.仿真与实际焊接零件变形量对比
通过上述两个基础实验研究,选择工艺参数为:热功率Q=24 000 W,热源半径R=10 mm,侧围小位移∆=0.1 mm。按照前文中的建模与求解方法,对实际车顶零件进行激光钎焊作用下的热变形仿真,发现变形仿真结果与实际变形结果趋势相同,相对值较为接近,说明仿真模型计算结果较为准确,对前期产品设计具有一定的指导意义。
结语
本文主要介绍一种激光钎焊作用下热变形仿真方法,通过建立热变形数值计算的模型及求解方法,并加入零件焊接之前的工艺状态,包括局部加固简化结构、零件上料产生的机械应力,最终通过对典型实际零件——车顶,分别探索热源半径和机械应力对零件变形量的影响程度,进行仿真与实际激光钎焊热变形对比分析,从而验证了仿真模型的准确性和可行性。随着有限元技术的不断发展,其也将通过智能化的算法提高仿真精度,更精确的指导产品设计和工艺开发。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖