白车身门、盖类钣金件压合工艺
1.翻边高度
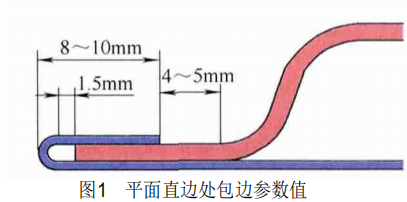
包边长度与外板单件的翻边高度有一定的关系,一般说来,翻边高度的定义直接决定了包边的可行性和外观质量。根据经验值,四门两盖类板件压合时,若压合段为平面直边处,包边各数值参数如图1所示。
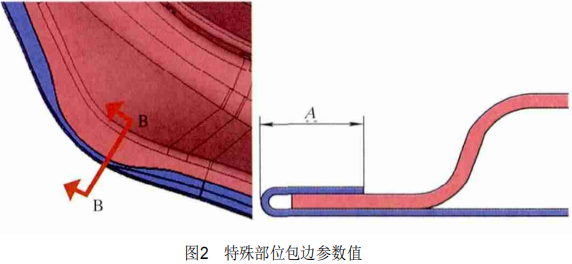
除一般的包边直线段外,还存在一些特殊的部位,其包边长度与一般值存在一定差异。如门、盖类包边的拐角处,这些位置为了避免包边后起皱,一般在外板上开缺口(见图2,缺口长度为A)。
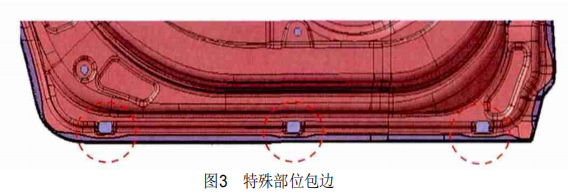
另外一些地方,如排水孔(一般前门设有三处,后门设有2~3处)的包边长度也与一般部位存在差异,此处的包边长度存在小于正常包边长度30%的更改。
2.内外板合装的可行性
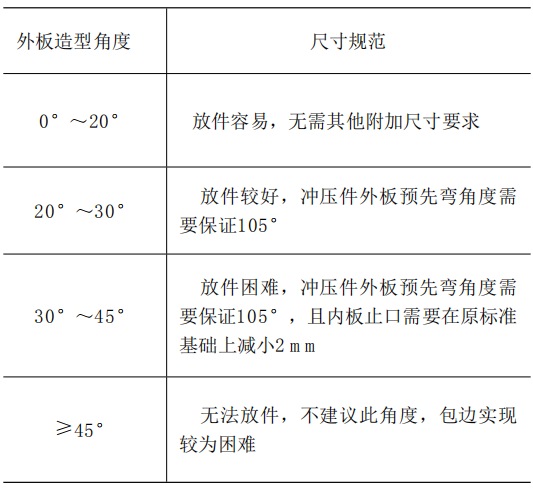
四门两盖类板件压合之前需要将内、外板合装,即内板放入外板中,但由于造型或一些其他需要,使得外板造型上有较大角度,此时内、外板合装比较困难或无法实现,具体见下表。
外板角度与内、外板合装可行性对应关系表
包边缺陷
门盖包边工艺作为四门两盖类产品总成装配的最后一道工艺,其包边质量直接影响产品的整体外观和密封性能等,装配后要和周边零件保持均匀的装配间隙,以达到良好的外观性和互换性。
根据车身总成装配的工艺技术要求,包边成形后产品外表面必须平滑顺畅,没有压痕、凹陷、波状起伏和明显皱褶等缺陷,内板和外板包合处必须平实服帖,且保证工件的整体尺寸精确稳定。
包边成形质量包括尺寸准确性和表面外观质量两方面,直接影响车身装配的密封性和外观质量。
1.尺寸
包边是复杂的薄板成形过程。在实际的工业生产中,门盖包边过程中形成的缩进是影响门盖产品与其周边零件配合间隙不均匀的主要原因。
间隙缩进(roll–in)是指包边的终止位置在理想位置的里面,是在包边过程中由于包边棱线的移动引起外层板件尺寸的改变而产生的,一般出现在终包边过程中。
随着汽车工业的发展,必须减小整车装配的间隙,因此与消除蠕变相比,预测、补偿和控制蠕变更为重要。
由于待包边件外形复杂,包边工艺在不同的区域产生的roll–in值不同。在平面直边处,roll–in值基本一致,而在拐角及曲率变化较急剧处,roll–in值的变化量也较大。
roll–in值直接决定板件的装配间隙,影响整车的外观质量。根据包边工艺的不同,roll–in值也存在差异,模具包边roll–in值通常为0.5mm,滚边时roll–in值通常为0.2~0.3mm。
2.外观
表面外观质量是影响车身装配的密封性和外观质量的另一重要因素,主要体现在三个方面:外表面、外板转角和内表面。常见的外观缺陷有包边不顺、包边不住、包边变形等。
其中,引起包边不顺的主要原因是相关部位冲压件料边尺寸超差(过长),包边不住的主要原因是相关部位外板料边过短,而包边变形的主要原因一般为过长的料边在包边过程中与包边模具或者模具限位块等干涉。
最后,车门是汽车车身的外表装配总成,装配后要求与周边零件保持均匀的门缝间隙和良好的形状面差。车门包边是车门总成制造中一项比较特殊的工艺方法,包边后要求总成表面光顺、平整且没有压伤、凸凹等外表缺陷,还要保证车门形状面和沿周整体尺寸精确稳定。
因此,对设备、工装要求也很高,同时对车门外板、内板等相关零件的要求很高,这样才能制造出高质量的车门总成。为获得良好的车身装配精度和外观质量,车门的包边压合过程不仅需要良好的工装、设备及高精度的车门内、外钣金件,准确、先进的制造工艺也是必不可少的。














![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖