蜂巢能源电芯制造工艺细节探秘
引言
这次很高兴有机会,进入蜂巢电池的工厂进行深度的参观和了解,如下图所示,蜂巢的产线布置主要的三部分,是电极装配车间、电芯封装和化成车间、最后是模组车间(这部分以后再单独介绍)。从一颗电芯的制造来看,电芯的生产工艺主要包括几个阶段:
1)前段工序是把电池的原材料加工成为电池极片,主要包含投料、涂布、辊压、分切、模切等工序;
2)中段的工序是把前面制作的极片,按照电芯的设计加工成为未激活电芯,需要经过卷绕或叠片、入壳焊接、注液和封口等工序,叠片是中段的核心工序。
在完成以上两个步骤以后,需要对电芯进行化成和检测,最终检测合格以后进入模组产线进行生产,我们这次最主要的环节是前面的两个环节。
01
极片制作工厂
1)混料和涂布
先进入眼帘的是投料和搅拌的工序,一共有三层楼高,顾名思义就是把电池的材料进行搅拌处理。电池的正、负极电池材料混合均匀后加入溶剂,通过真空搅拌机搅拌成浆状。配料的搅拌是锂电后续工艺的基础,这里是由三楼的全自动投料系统投料,通过管道自动输送至搅拌设备内,制成浆料,高质量搅拌是后续涂布、辊压工艺高质量完成的基础。这里与众不同的地方是采用了一个2300L大容量PD 搅拌+高速分散工艺,利用高速分散,能够使匀浆时间缩短 40%。采用这么大的罐子的理由,主要是考虑工艺会有偏差,是尽可能把一炉搅拌的材料尽可能做成一致的材料,如果出了问题,这一炉材料都会报废掉,所以对于异物(特别是金属异物)的控制非常严格。在这里很重要的地方就是磁性异物吸附装置,分布在粉料 1 道+浆料 3 道(涂布机还自带1道),可通过过滤和吸附可以控制磁性异物量≤200ppb; 除磁棒磁性12000高斯,浆料系统3道除磁(高速分散后磁性17000高斯,其余12000高斯)。整个电池的制造,都和环境、异物做斗争,所以后面我们会多次反复看到这个除磁的装置。

图1 投料系统的照片(我们看到的是一楼的部分)
涂布是指将电池原料涂覆在电池导电基材上面的一种工艺,来生产制造锂电池正负极极片。涂布的均匀性、一致性、对齐性、烘烤稳定、粘结剂扩散性、面密度稳定性等都于此息息相关,这个工艺质量的好坏直接关系到电池质量的优劣,锂电池对水分十分敏感,微量的水分就有可能会对电池的电性能产生很大的影响。

图2 涂布环节的概览
所以衡量一个电池企业的好坏,很重要的就是涂布环节的工艺,蜂巢采用双层折返式挤压涂布机,每台涂布机安装 3 套β射线面密度在线检测系统,通过这样的控制使得涂布面密度精度为±1.5%,每台涂布机也配备 2 套 A、B 面在线 CCD 涂宽检测装置,确保涂布宽度及AB面错位≤0.5mm。
在除磁方面,箔材及涂布极片配备3道除磁装置,分别在A面涂布前箔材表面、B面涂布前箔材表面、B面出烘箱极片表面。磁性8000高斯。涂布机头/机尾分别安装千级小环境,控制涂布时异物。而在涂布环节比较特殊的地方在于这里的12节独立可调节温度的悬浮式干燥箱,在工艺上可以实现极片悬浮干燥传输,避免烘干过程产品接触污染,实现的办法是上下两股气流实现对冲平衡极片传输。

图3涂布干燥烘箱
2)分切辊压再分切
分切:如下图所示,涂布完成后是有四个有效涂布区域,需要把极卷一分为二,上料采用 AGV 自动对接上料,分切以后通过助力臂辅助下料,这样整个分切过程中就不用人的接入实现无接触生产。分切完成以后进行辊压

图4 分切的上料
辊压:这道工艺目的,是在制备极片卷料压实到设计的厚度,特别是目前制备大容量电芯,极片的压实密度都不低。通过对极片卷料进行高压力滚动挤压,实现减小,永久活性物质分别与铝箔,铜箔压实,达到符合技术要求的厚度,长度,连续需分别独立辊压。从材料上使用了镀铬压辊,保证在 80m/min 辊压速度的同时也保持圆跳动在<3μm 内。蜂巢在正极和负极方面采用了两种不同的工艺方式实现的:
1)正极辊压:本工序正极采用热压工艺(80度),温控精度为±1°C,同时集成箔材 IHA(电磁脉冲加热)在线处理技术,可在箔材区域实现预延展,解决箔材留白褶皱问题


图5&6 正极的辊压
在这道工序上采用了红外干燥的办法,采用一个很小的设备就可以实现快速去除极片水分。
2)负极辊压:目前考虑采用这种双辊连续辊压工艺,主要是负极未来可能需要采用硅系负极,所以会考虑分两次进行连续辊压,这里特殊地方需要保证张力控制,弄不好很容易断。
图7 负极辊压

图8 分切
二次分切:辊轧之后的产品进行进一步分切,通过在线在线缺陷检测,可以识别露箔,并对每台设备收卷前对极片进行磁棒在线除磁。

图9 二次分切
3)模切和叠片
模切:通过五金模切设备,将分切后的极片卷料冲片成电池实际要求的体积,在这个环节中最主要的事情是能够控制这个环节中的毛刺。
叠片:叠片是制备电芯的非常重要的一道工序,通过叠片机,将多层极片和交错叠成电芯。蜂巢采用的是摇摆式叠片技术,单片叠片速度可达 0.6s,之前普遍来看叠片是整个电芯制造的瓶颈工艺步骤,所以在这个基础上二期将采用0.45S每片,三期将开发0.25s超高速叠片设备。

图10 叠片机
02
组装和化成
在这部分里面,相对电芯就比较成型了,这里有很多的方壳电芯的工艺。我们把电池的电芯要装进去,形成一个“干”的电池。
1)卷芯到电芯的制作过程
1.1)预热和热压 由于要对材料进行处理,这里也要拉到80度的,然后进行HI-POT绝缘检测(分别在叠片后、预焊后、一次氦检后三道工序的100%全检),这样可以剔除有问题的电芯。在检测中也使用了X-RAY 检测设备对每个极组的四个角部进行 100%对齐度检测
1.2)超声波焊和转接片激光焊接 把电芯做好以后,就需要把整体进行焊接,这里一方面考虑连接的可靠度,一方面考虑焊接过程中产生的金属焊渣的清理过程,到了这一步重点还是对于工艺金属异物产生和消除的考核非常高。总体来看,除异物以磁性棒+抽风的方式来做,这种处理方法基本贯穿整个电芯产线。

图11 焊接除异物
1.3)顶盖激光焊工序 这部分封盖的过程,把电池的顶盖和电池进行焊接。
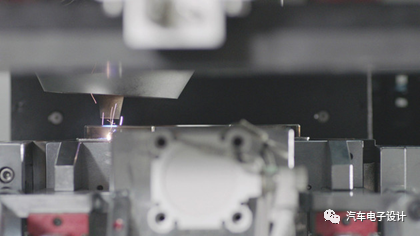
图12 电芯顶盖焊接
1.4)注液工序、高压预充和二次注液 之前做的电池都是“干”的,所以在这个环节,需要从喷嘴的注液口注入封装好的电芯,形成半成品电芯。注液工艺可分为两个步骤,第一步是将电解液注入电芯内部,然后进行高压预充,让第注入的电解液吸收到电芯(浸润)。通过进一步预充完成产气的过程之后对电池称重,进行二次注液,确保电池内有足够的电解液。
2)化成 到了这里,就有一个独立的厂房,把将半成品电芯按照设定的充放电条件进行首次充放电活化。这里分为高温老化和常温老化,通过检测OCV来确保电芯的各个参数分析。由于之前电芯都不是成品,到了化成开始成为产品了,也具备了危险性,蜂巢在这里采用了全自动立体化成系统,充放电库位配置温度检测、可燃气体报警探测、库位内液体灭火系统温度监控、烟雾报警等多项安全设施,当出现意外的时候,采用分割处理,保证单个电池出现热失控也不会对整体有影响。

图13 电芯化成车间
最后完成所有的测试环节之后对电芯进行包膜处理,做成完整的成品电芯,如下图所示。
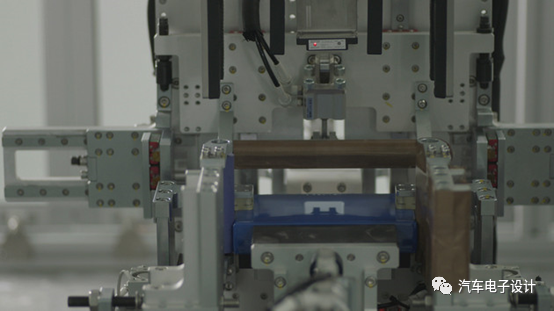
图14 电芯包膜处理
小结:这么一条产线走下来,其实没多少人,大量的水分控制、异物控制,所需要的东西还是很多的,希望对大家了解电芯的生产有用。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论