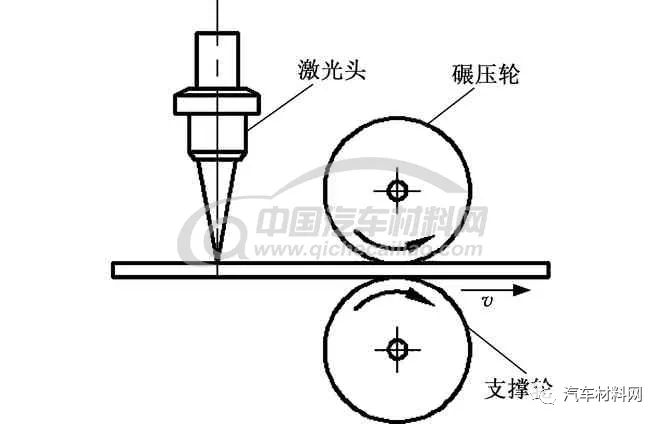
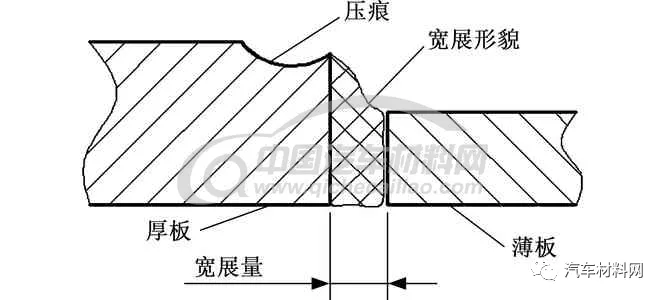
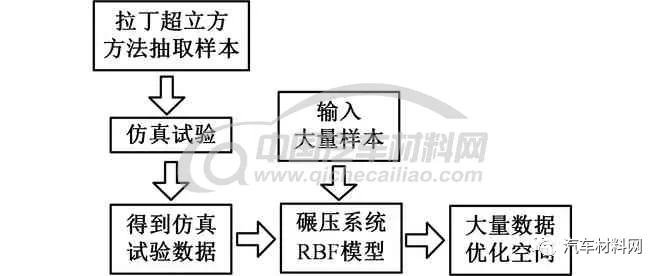
激光拼焊是将几块不同厚度(或不同材质)的钢板在冲压成形前用激光对焊在一起的工艺方法[1]。不等厚板激光拼焊技术广泛应用于白车身制造,通过合理分配钢板厚度,在不降低强度和安全性的前提下实现了汽车的轻量化和节能减排[2-3]。 由于激光光斑直径很小,焊接时能够熔化的宽度有限,因此对焊前钢板对接边缘形成的间隙有严格限制[4]。过大的间隙将导致漏光及熔化的金属不足,引发焊缝凹陷、咬边等缺陷[5-7],因此间隙是激光拼焊中亟需解决的重要问题。碾压技术是解决间隙问题的有效方法。 碾压技术在瑞士Soudronic公司的生产线上有所应用,目前处于技术保密阶段,国内在该领域的研究处于空白状态。 碾压过程中的金属变形是一个复杂的非线性过程,碾压效果受碾压轮的结构参数、碾压工艺参数、材料属性、温度条件、摩擦润滑等诸多因素影响,碾压轮结构参数的影响最为直接。由于生产线上的空间限制,碾压轮必须设计成很薄的盘形,但碾压工艺对其强度和刚度要求又很高,因此碾压轮结构设计的优劣直接影响碾压质量,对碾压轮结构参数进行优化具有重要意义。 1.碾压轮结构参数优化设计 碾压机构在生产线上位于焊接单元前方(图1),主要由碾压轮、压紧轮和支撑轮组成。工作时,碾压轮对厚板边缘进行碾压,料片局部变形后,产生向焊缝间隙方向的宽展(图2),塑性流动的金属可以将间隙填补或减小。 图1 碾压机构工作原理 Fig.1 Working principle of rolling mechanism 图2 理想的宽展量与宽展形貌 Fig.2 Ideal width and shape of spread 碾压轮的主要结构参数包括直径、厚度、轮缘形貌等,它们对碾压力和宽展有较大影响。通过仿真试验来获得数据,每次试验需要几十个小时,且只能获得一组数据,而参数优化需要大量样本数据,完全通过仿真试验来获得则时间成本巨大。本文在仿真试验获得的有限数据基础上,利用神经网络建立碾压轮结构参数与碾压力、宽展之间关系的径向基函数(radial basis function,RBF)神经网络预测模型,通过预测模型得到大量的试验数据,然后在海量数据的基础上再进行碾压轮结构参数的优化,具体过程如图3所示。 图3 碾压轮结构参数优化过程 Fig.3 Optimization process of roller structure parameters
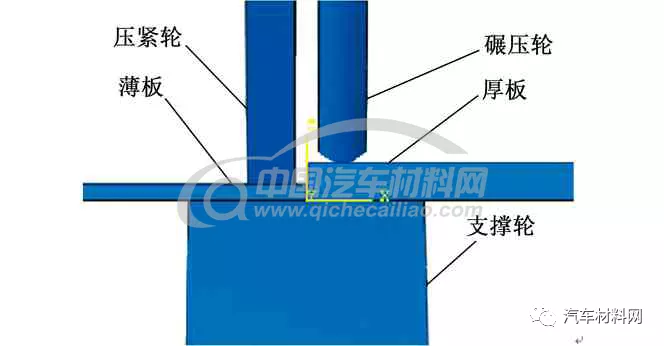
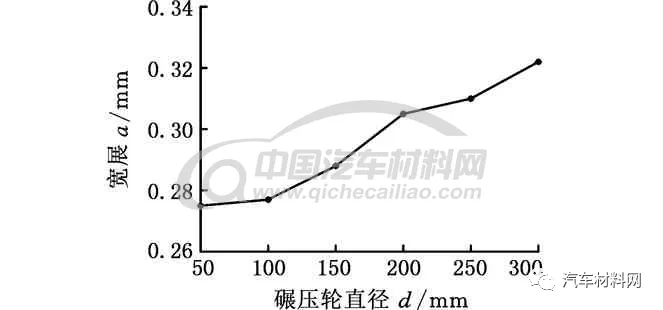
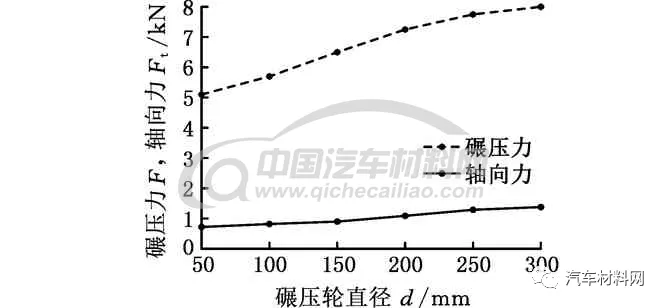
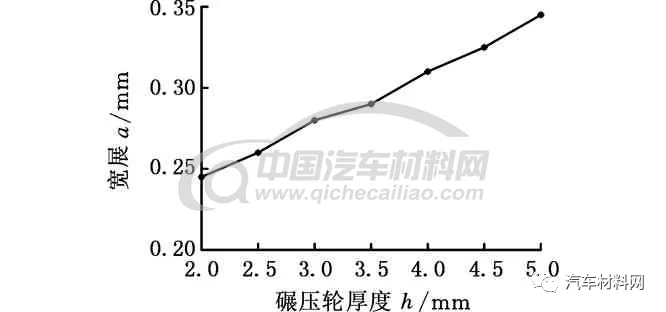
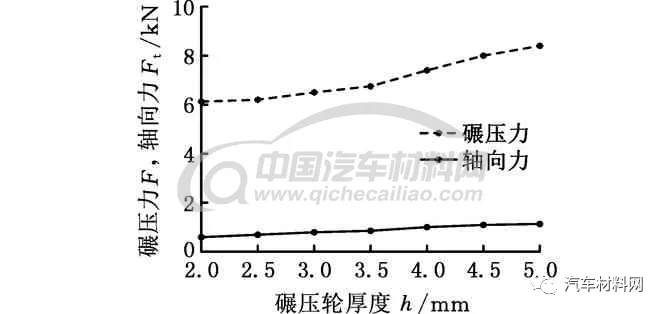
碾压轮主要结构参数为碾压轮直径和碾压轮厚度。碾压的目标是以较小的碾压力获得合适的宽展量与宽展形貌。 1.2.1 碾压过程仿真 (1)建立仿真模型。基于碾压机构的实际结构建立的仿真模型见图4,钢板采用弹塑性体材料模型,依据模拟计算的精度要求,对模型进行网格划分,采用三维八节点六面体缩减积分单元C3D8R,各轮体选择解析型刚体,对产生接触的物体满足无穿透条件,考虑摩擦关系和其他一些接触属性。在板材上施加速度约束,碾压轮可做上下、左右位置的调整并转动,压紧轮和支撑轮只有转动自由度。 图4 碾压仿真模型 Fig.4 The simulation model of rolling (2)仿真基本参数。表1所示为碾压机构主要构件的基本几何尺寸,表2所示为其材料性能参数。仿真中采用的主要工艺参数如下:碾压速度v=6 m/min,碾压深度Δh=0.28 mm,碾压位置l=0.7 mm。 表1 碾压轮与板材的几何参数Tab.1 The geometry of roller and blanks mm 表2 碾压轮与板材性能参数Tab.2 Performance parameters of roller and blanks 1.2.2 碾压轮直径对宽展和碾压力的影响 碾压轮直径与宽展的关系如图5所示。从图5中可以看出,随着碾压轮直径的增大,宽展逐渐增大,在150~200 mm区间增幅较大,而在50~100 mm区间和200~250 mm区间增幅平缓。 图5 碾压轮直径与宽展的关系 Fig.5 Relationship between roller diameters and spread 碾压轮直径与碾压力、轴向力的关系如图6所示,随着碾压轮直径的增大,碾压力和轴向力都在增大,其中碾压力的增幅度更为明显。 图6 碾压轮直径与碾压力、轴向力的关系 Fig.6 Relationship of roller diameters with rolling force and axial force 从结果可以看出,直径增大会导致宽展和力同时增大,从宽展的角度来看,直径越大越好,但过大的碾压力与轴向力却增加了机构设计的难度,同时考虑经济性,碾压轮直径也不能过大,因此需要对碾压轮直径进行优化。 1.2.3 碾压轮厚度对宽展和碾压力的影响 碾压轮厚度与宽展及碾压力、轴向力的关系如图7和图8所示。从图7中可以看出,宽展与碾压轮厚度近似成正比关系。从图8中可以看出,随着碾压轮厚度的增大,轮体与板材的接触面积增大,碾压力大幅增大,轴向力小幅增大。 图7 碾压轮厚度与宽展的关系 Fig.7 Relationship between roller thicknesses and spread 图8 碾压轮厚度与碾压力轴向力的关系 Fig.8 Relationship of roller thicknesses with rolling force and axial force 碾压轮厚度有两方面的影响,一方面厚度增大导致轮体刚度和宽展增大,另一方面会导致碾压力和轴向力增大,因此需要综合考虑来确定碾压轮厚度的优化值。





















跟帖
查看更多跟帖 已显示全部跟帖