基于汽车开发初期试制样车白车身精度提升
随着汽车制造业的快速发展,在产品开发过程中,已不局限于制作汽车试验的样车这一简单要求了。在车身设计早期,还没有开发检具,样车开始试制。为了更好地验证设计,提高整车试验的可靠性,同时为批产前生产线试制方案提供有力的依据,需要制作高精度的样车白车身。
在这种前提下,需要我们寻找新的样车提升方案,即在没有量产工装、检具条件下,试制高精度样车白车身、提高白车身匹配能力。下面阐述的就是高精度白车身样车制作方案。
高精度试制样车白车身方案
首先,软模件检测修整,控制软模件质量;分总成匹配焊接,控制焊接总成精度;白车身匹配焊接,反复进行,逐步提升白车身精度;白车身检测,发现问题记录反馈给匹配工程师,保证白车身检测准确性。然后,按照白车身精度85% 目标,进行白车身精度提升。
1. 高精度试制样车白车身制作流程
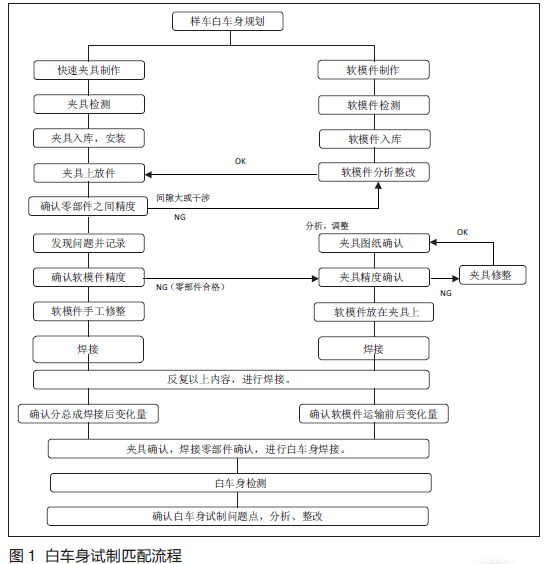
高精度试制样车白车身制作流程包括:样车白车身规划;软模零部件制作、检测及入库;快速夹具制作、检测及入库;零部件之间精度确认,发现问题记录分析,夹具和零部件整改、精度确认,分总成焊接。分总成焊接前后变化量分析、零部件运输前后变化量分析;白车身焊接、检测,白车身问题点分析、整改等内容(图1)。
2. 白车身检测方法
(1)软模件件检测
采用以模代检的方式,一般结构件不开发检具,将板件放在拉伸模具上,凭检验员经验判断回弹、成型不到位等缺陷;型面精度初步确认后,在将软模件放在凸模上,采用便携三坐标检测相关型面和装配孔位置精度。
外覆盖件(如顶盖、翼子板和侧围外板)检测,将钣金件放在凸模检测外轮廓偏差和回弹量,同时采用便携三坐标检测孔位;在周期和成本条件允许情况下,有时也做些简易检具检测孔位和外轮廓。
软模件经检测不合格,手工修复后继续检测,一直达到要求后才能交付下一工序。
(2)焊接总成零部件检测
焊接前, 将焊接总成件放到焊接夹具上,快夹打开状态,采用便携三坐标检测精度。通过超差点数值变化,确认焊接前、后冲压软模件配合型面的变化量,以判断焊接后冲压件对总成精度的影响;通过与后序焊接总成有关的匹配面检测数值的变化量,确认焊接总成变形量对后序的影响。
(3)焊接白车身总成检测
将白车身焊接总成放在检测支架上,采用双摆臂龙门三座标检测白车身精度。检测要点:检测前应注意白车身定位孔和定位面是否与检测支架完全贴合,在白车身焊接变形大时,会存在车身与检测支架定位面不贴合现象,此时,应判断变形对白车身检测结果影响,并记录不贴合处间隙值,反馈给车身匹配工程师。
3. 白车身精度提升
(1)冲压件精度提升
冲压件的精度高低直接影响白车身精度结果,因此,冲压件必须严格控制。通常情况下,冲压件精度控制在85% ,允许手工修整。
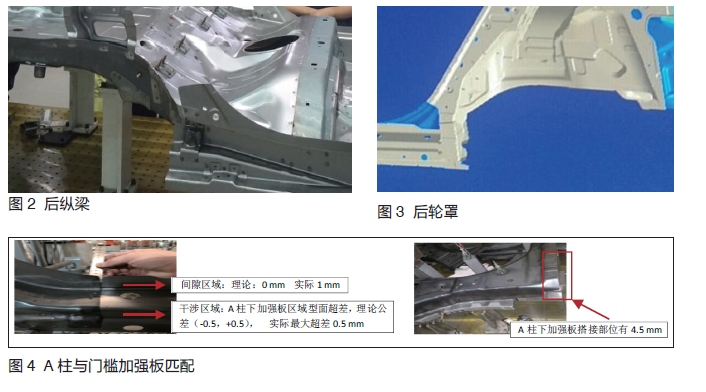
首先, 冲压件要符合模具型面,最大限度地消除回弹。其次,三坐标检测定位孔,位置公差±0.1 mm,孔径0 ~ 0.1 mm;装配孔必须在公差范围内,位置公差:±0.5 ~ mm, 孔径公差:0 ~ 0.5 mm, 型面公差:±0.5mm。根据焊接总成匹配反馈,调整冲压件匹配误差,冲压件在匹配时,公差有时也会出现极限偏差,造成板件型面干涉,这时按照实际情况调整公差或按照单项公差执行;做好记录,做出判断,确认是否作为批产修订公差依据。如图2 中, 后纵梁Y 向需向车内方向做移动公差0.5 mm,公差由±0.5 mm 改为: -1.0,0 mm,避免与图3中后轮罩干涉。
(2) 焊接总成件精度提升
首先,夹具检测精度合格,一般情况下,定位销位置公差±0.1 mm ;型面公差±0.2 mm。然后,在夹具上非夹紧状态下,将软模件放在夹具上,检查冲压件孔位、型面与夹具符合性,是否存在与夹具干涉、成型不好现象。零件满足要求,根据匹配位置的重要性,制定合理的焊接工艺准备焊接;冲压件不满足要求,对冲压件提出整改要求。现场手工整改达到匹配要求,同时记录问题点,保证下批次缺陷消除。在夹具上安放零部件后,还要检查软模件之间间隙是否符合要求,软模件是否存在与夹具干涉,导致软模件之间干涉或间隙过大。间隙大于0.5 mm 视为不合格,排查夹具是否存在问题(在零部件合格条件下)。确认问题消除后,严格按照工艺指导书焊接顺序焊接。
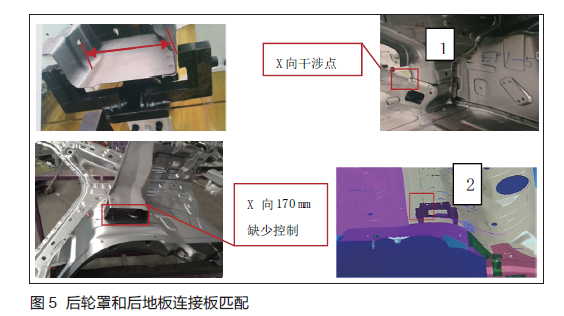
总成焊接后,打开夹紧,对主要焊接定位孔和与后序匹配面检查,确认总成焊接前、后与夹具间隙变化量,做好记录;然后对焊接总成检测,以确认超差焊接面对后序的影响。前面分总成匹配工作反复进行,不断消除问题点,提高分总成焊接精度。如图4 中,A 柱下部与门槛Z 向干涉,造成Y 向与门槛间隙4.5 mm,导致侧围焊接变形,侧围区域合格率下降。经过现场问题解析后,发现A 柱图示圆角R8 过大,与侧围门槛内板干涉。经过热成型A 柱3 轮修模匹配后,A 柱与门槛加强板干涉和间隙大问题消除,侧围总成合格率明显提高。
(3)白车身总成精度
在冲压件和焊接总成精度提升工作完成后,可以开始白车身总成精度提升。总拼(白车身总成焊接)夹具检测,采用三坐标对下车体基板平面度,侧围总成基板相对下车体基板垂直度以及左右侧围基板平行度检测,满足要求后,在对每个单元检测,保证总拼夹具合格,焊接夹具影响白车身焊接总成精度影响最小化。将总拼工位需要的焊接分总成放在总拼夹具上,查看焊接总成定位面定位孔与总拼夹具符合情况, 不符合要求的,将问题点反馈到前序整改,满足要求的焊接。
车身焊接要严格按照白车身焊接作业指导书执行,在夹具干涉或不能按照工艺卡执行时,要及时与工艺工程师沟通,确定是否移到补焊或更改顺序焊接,同时做好详细记录,反馈给工艺工程师。
焊接完成后,打开所有夹具单元夹紧,检查下车体定位孔和定位面是否与夹具脱离或干涉;检查白车身焊接后左右侧围是否对称,前后风窗开口尺寸(上下宽度和对角线尺寸)是否在合理范围内,前后风窗公差:±2.0 mm。记录总拼工位存在问题,反馈前序工程师整改。打开夹具,取件到补焊区补焊。
白车身焊接完成后, 放到白车身检测支架检测。按照白车身合格率报告分析超差点规律性( 一般检测3 台)。召开白车身焊接过程问题点发布会,通报白车身相关问题点,确定整改措施,要求各相关工程师限期整改,消除影响精度有关零部件和总成缺陷,逐步达到车身精度要求。
如图5 所示,侧围在总拼上件时后隔板(1)与后地板连接板(2)X 向干涉,经过调研分析,发现下左图后隔板170 mm 尺寸缺少控制。采取措施,在后隔板分装夹具上,增加X 向定位夹紧面对170 mm 尺寸进行控制,装车匹配后,X 向干涉消除,侧围X 向偏差不稳定现象消除。
总结
样车试制阶段白车身精度提升从以下四个方面考虑:
1)软模件质量控制;
2)白车身试制夹具精度保证;
3)白车身总成匹配过程中问题解析和消除;
4)白车身反复匹配,随时总结,不断地提升白车身精度。通过试制样车白车身精度提升方法的论述,能够为广大汽车研发工程师提供解决白车身样车精度提升的一种方法,随着样车白车身精度提升工作的进一步开展,一定会有更多、更高效的方法出现在人们的视野。














![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖