石灰粉干式喷漆室在涂装车间中的应用
1引言
2009年以来我国汽车工业迅速发展,产销量已经连续11年居世界第一,在这期间合资汽车公司和自主品牌汽车公司纷纷在中国建厂投产,中国汽车制造业水平随之飞速发展。在工业化进程中,环境污染和能源问题已经引起各国政府的广泛关注,我国党和政府高度重视生态环境建设,国家“十三五”规划中明确指出:产业发展模式将由高耗能、高污染产业向绿色低碳产业转变,高能耗、高污染的产业发展模式将会消失。《中国制造2025》指出:以体现信息技术与制造技术深度融合的数字化网络化智能化制造为主线,组织实施传统制造业能效提升、清洁生产、节水治污、循环利用等专项技术改造,由资源消耗大、污染物排放多的粗放制造向绿色制造转变。作为国民经济重要支柱产业之一的汽车产业进行结构升级改造已经成为当前的一个重要任务。
汽车涂装车间在整车制造四大工艺中能耗最大,能源费用超过70%,喷漆室能耗费用占涂装车间总能耗的58%[1],可以说降低喷漆室的能耗对控制整车的制造成本起到至关重要的作用。喷漆室同时也是涂装车间产生“三废”最多区域,因此喷漆室系统的节能减排、绿色生产和智能制造将是未来汽车涂装生产的发展方向。
2喷漆室的组成及发展现状
2.1喷漆室的组成
喷漆室系统主要由空调系统、动静压箱、过滤框架、喷漆室室体、漆雾捕捉系统、输调漆系统、消防系统、电控系统和其他辅助设施组成。喷漆室是提供涂装作业专业环境的关键设备,空调系统给喷漆室提供一定温度、湿度、风速和洁净度的沉降风,均匀的沉降风将喷漆过程中产生的漆雾带入喷漆室下部的漆雾捕捉系统,为操作人员创造相对舒适、安全的工作环境,既保证喷涂质量又防止污染环境。喷漆室系统按漆雾捕捉方式不同分为干式喷漆室和湿式喷漆室。图1为湿式喷漆室结构示意图
图1湿式喷漆室结构示意图
2.2喷漆室的发展现状
1910年开始使用干式漆雾分离装置的干式喷漆室开始,至今已有110年的历史,目前使用最多的主要三种类型喷漆室有文丘里喷漆室、石灰粉干式喷漆室和最近兴起的纸盒干式喷漆室。1971年发明文丘里喷漆室,主要是利用文丘里原理把水雾化,带有漆雾的空气和雾化的水混合更充分,水中加入的化学药剂使漆雾凝结成漆渣,漆渣通过刮渣机从水中分离出去[2]。2005年杜尔发明石灰式干式喷漆室,此技术是使用石灰粉捕捉漆雾,使漆雾失去粘性,当滤芯的压差达到设定值时,压缩空气进行反吹,漆雾和石灰粉的混合物落在石灰粉料斗中,当混合物的重量达到一定值时,废石灰粉排入废料仓中,广泛应用于国内的合资车企中[3]。2013年发明漆雾捕集箱式干式喷漆室,常见的漆雾捕集箱的种类有迷宫型漆雾捕集箱和抽屉式漆雾捕集箱,迷宫型漆雾捕集箱一般用于紧凑型的干式喷漆室,抽屉式漆雾捕集箱一般用于大型喷漆室,由于漆雾捕集箱的外壳一般由硬纸板制作,一般也称为纸盒式干式喷漆室[4]。
3石灰粉干式喷漆室的运行原理
3.1聚四氟乙烯覆膜过滤机理
聚四氟乙烯(Poly tetra fluoroethyene,简称PTFE),一般称作“不粘涂层”或易清洁物料。聚四氟乙烯覆膜滤料是由一种表面光滑、透气性能好、又抗腐蚀的聚四氟乙烯过滤膜与不同基材复合而成的过滤材料。常规滤料开始阶段细微粉尘会通过滤料表面形成粉尘初层,然后开始进行有效的过滤,常规滤料最大的缺点就是布袋表面容易积累粉尘,粉尘不易脱落,滤材寿命短。PTFE薄膜独特的立体网状、交叉微孔结构,薄膜层孔径0.1μm -3.5μm,大多数的粉尘颗粒很难通过微孔,0.1μm以上的粉尘无法通过该膜的表面进入到膜或者基材中去。如图2所示为覆膜滤料过滤示意图,覆膜滤料在过滤过程中基体只起到支撑的作用,覆膜滤料的过滤机理是真正的表面过滤。覆膜表面光滑、摩擦系数小,当粉尘达到一定数量时,可以对粉尘进行反吹,确保滤料长期稳定。聚四氟乙烯覆膜滤料已经在工业除尘和液体过滤等行业得到广泛应用[5]。
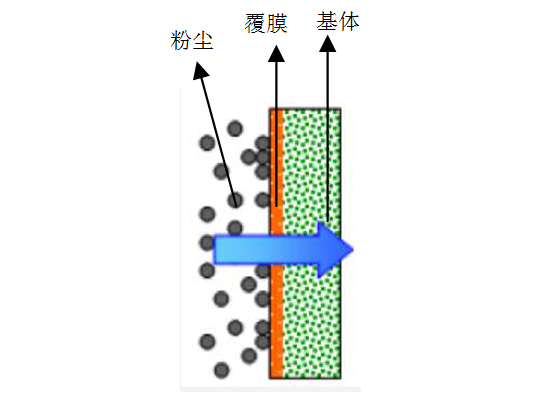
图2覆膜滤料过滤示意图
3.2石灰粉干式喷漆室的工作原理
石灰粉干式喷漆室的原理如图3所示,空调装置通过送风管路将一定温度、湿度和洁净度的风送到动压箱,动压箱通过风量分配到达静压箱,经过静压箱和喷漆室室体之间过滤框架上的过滤顶棉后,沉降风均匀向下的吹向底部风箱,沉降风将喷漆过程中产生的漆雾带入喷漆室下部的漆雾捕捉系统,通过循环空调产生所需要的负压将过喷的漆雾和空气从喷漆室中抽吸至过滤装置,在干式过滤装置中,从喷漆室抽出的带有漆雾的空气通过PTFE覆膜的表面过滤器,空气中的过喷漆雾微粒沉积并粘附在过滤器滤芯上,过滤器滤芯上预涂一层石灰粉,以防止过滤器滤芯发生堵塞。空气流经过滤器得到清洁后通过回风管路供应给循环空调,漆雾颗粒吸附在石灰粉预涂层上,吸附在预涂层上的颗粒对气流产生阻力,随着漆雾的增多阻力越大,可用的空气流就越小,为了确保横定的气流并充分收集颗粒,必须对预涂层进行定期清理[3]。
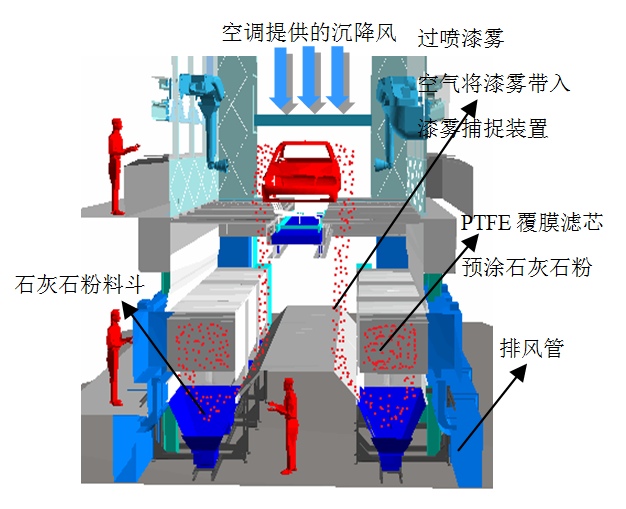
图3石灰粉干式喷漆室结构示意图
干式过滤器的滤芯采用PTFE覆膜的滤料,PTFE覆膜滤料的优势在于它的特殊结构而使除尘效率高达99.99%,较大的过滤表面确保了非常紧凑的过滤器结构,由于每个褶皱都是单独凝聚的,因此滤芯采用了坚固的自支撑结构,不需要特殊的支撑元件,最佳过滤效率排放水平<0.3mg/m3,如图4所示为干式过滤器滤芯结构示意图。PTFE覆膜滤料对温度、湿度和腐蚀性气体有着极强的适应能力,透气量可以达到3-6m3/m2·min,由于覆膜滤料的特殊结构,使它的使用寿命可达15000小时以上,而且使用覆膜滤料还可以节省大量的劳动力。按照工艺流程石灰粉的工艺分为以下几个过程[6],如图5所示:
1) 预涂:压缩空气将储存在料斗中的石灰粉扬起吸附在过滤器表面形成一层过滤辅助层,防止过滤器发生堵塞。
2) 过滤:喷漆室供风从上至下吹向车身周围,并将喷涂过程中产生的过喷漆雾带入干式漆雾捕捉装置中,含有漆雾颗粒的空气通附有预涂层的过滤器表面,石灰粉可粘附涂料,从而使涂料从空气中分离,过滤后的清洁空气通过风管进入循环空调。
3) 清洁:漆雾颗粒随着空气吸附在预涂层上,当到达时间间隔或过滤阻力时,在控制系统上反馈清洁信号,通过与气流方向相反的压缩空气脉冲进行反吹,预涂层与被捕捉的漆雾颗粒从过滤元件上脱离并落入下方的石灰粉料斗中。
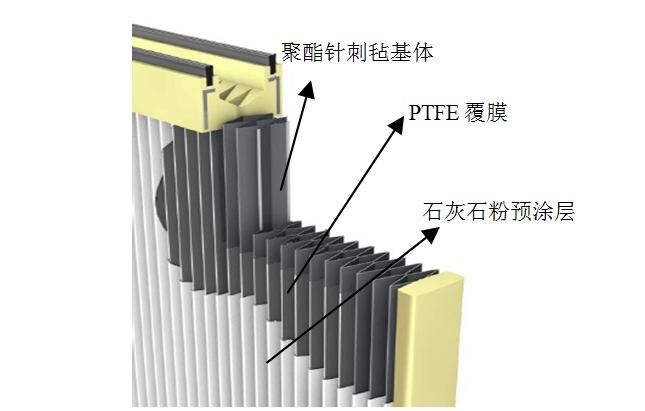
图4干式过滤器滤芯结构示意图
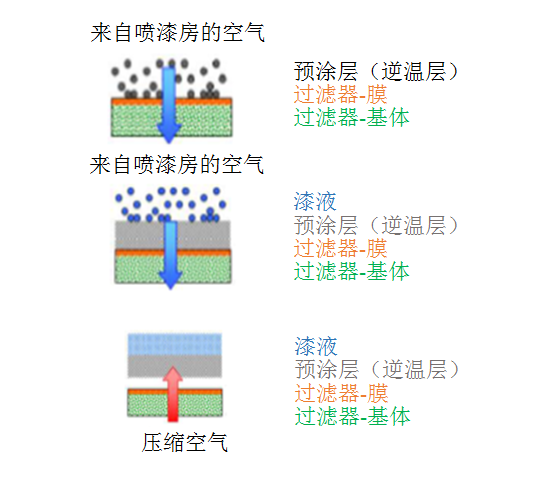
图5石灰粉漆雾捕捉过程示意图
4工程应用
4.1工程概况
以一汽大众天津分公司整车涂装生产线实际应用为例,该整车涂装生产线采用2010V工艺,设计产能为62JPH,面漆线为双线布置。本工艺为免中涂工艺,PVC烘干后直接进行面漆喷涂,与传统的3C2B工艺相比,减少了一条中涂线、中涂打磨间和中涂烘干,增加了预喷涂和PVC烘干,建筑占地面积减小,设备投资减少,漆膜的膜厚减少近15%,土建投资、设备投资及后期生产运营成本都可大幅降低。色漆采用环保型2K水性色漆,对施工环境的温湿度要求非常高,温度:(23±1)℃,湿度:(65±5)%,清漆采用双组份清漆材料[7],喷漆和烘干的废气都通过废气净化处理装置后再排放,排放标准达到20mg/m3。面漆线全部采用机器人自动喷涂,包括静电喷涂机器人、空气喷涂机器人和开门机器人总共104台。自动擦净采用鸵鸟毛机器人,外喷站采用六轴机器人代替七轴机器人,均可以降低设备投资和维护保养的成本。漆雾捕捉系统采用石灰粉干式漆雾捕捉系统,机器人喷涂段循环风的比例达到85%,擦净段和检查闪干段为新风空调送风。图6为喷漆室平面布置图。
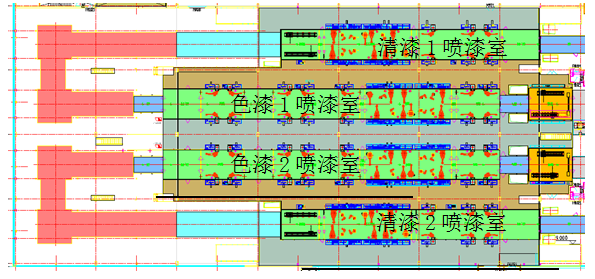
图6喷漆室平面布置图
4.2设备布置及功能描述
喷漆室混合漆雾的排风进入干式过滤器的滤芯模块外表面进行过滤,过滤器全自动运行。料斗中预存的石灰粉通过搅拌器连续运行充分流化。压缩空气喷嘴定时喷吹,将石灰粉上扬在过滤器外表面,保护滤芯不被漆雾中粘性涂料微粒吸附。随着滤芯外表面石灰粉与涂料微粒混合物(废粉)逐渐增多,滤芯两侧压力逐渐增大。达到设计值时,压缩空气从滤芯内脉冲反吹分离。附着在外表面的废粉分离下落后,系统循环进行喷吹上扬、吸附,反吹分离的运行程序。过滤后的清洁空气循环利用,料斗内废粉达到饱和后自动排放,随后自动补充新粉。图7为喷漆室截面布置图
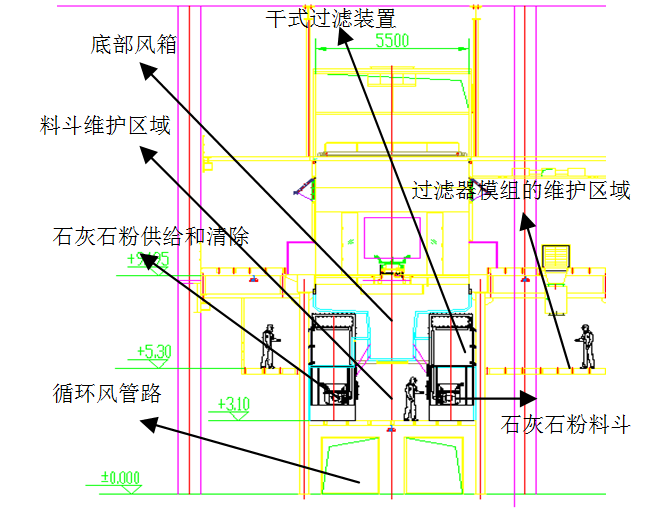
图7喷漆室截面布置图
为了保证流化后的料斗内石灰粉混合均匀不结块,在石灰粉料斗中设置一台流体转子,它由一个过滤槽和一个内嵌的流化辊所组成,流化辊由多个支撑环、一个金属板网栅和两根链条组成,运行期间,变速电机可通过石灰粉的状态调整流化辊的转速和转向;压缩空气喷吹可以形成均匀的滤芯外表面的保护层,而空气量保持最小;可以根据设定的时间或压差控制滤芯脉冲反吹周期,每个模块脉冲时间250ms,100s内可以清洁完毕,15min后可以再次清洁;根据喷漆的滑撬数或料斗的设定重量在料斗废粉吸附饱和后自动排粉。
干式过滤器工作区域为密封设计的室体,石灰粉不会进入喷漆区域;石灰粉的上扬和反吹清洗不会对喷漆循环风系统产生负面影响。底部进风箱设置在喷漆室格栅之下,喷漆室的排风可以在此汇集后均匀进入分布在两侧的各个干式过滤器的进风口内。底部进风箱采用不锈钢壁板连续焊接,表面光滑、整体密封性良好。
石灰粉料斗内安装压缩空气喷嘴,喷嘴结构和位置设备保证使用时不易堵塞。向下反吹时可以上扬石灰粉到过滤模组外表面。在维修侧安装检修门,检修门带安全开关,门下有接灰盘。储存石灰粉的料斗与石灰粉进排粉管路连接,内置流化辊对料斗内石灰粉进行流化。流化辊轴承外置,密封性良好。压缩空气控制阀岛安装在每个料斗的旁边,外罩配有机玻璃观察窗的壳体。
石灰粉干式漆雾捕捉系统如图8所示,主要由新粉料仓、废粉料仓、过滤装置和管路所组成。新粉和废粉料仓的粉管接口与散料罐车相匹配,可以快速连接。料仓可以为每条喷漆线独立供粉和排粉,配有料仓通风过滤器。两个料仓安装在室外,通过两层有足够的照度的联合平台连接,对于顶部和底部的设备进行保养维修。料仓配置物位计进行供料和排料控制及报警,底部安装气动和电动辅助卸料装置。新粉仓的新粉通过底部的旋转喂料器气力输送到每条喷漆线的供粉主管中,可以依次对主管上的每个干式过滤器底部料斗进行供粉。废粉料仓可以分别收集每条喷漆线产生的废粉,每条线的料斗在废粉饱和后依次进行排料。废粉经负压吸送到废粉料仓上的真空过滤器下的漏斗中,漏斗的流化功能保证废粉可以落入下方的料仓中,真空过滤器的脉冲反吹保证负压风机可以工作。当废粉料仓达到设定的最高物位,可以通过散料罐车或移动吨袋站清运。两个外部料仓的填充时间和排空时间最多为1-2个小时。
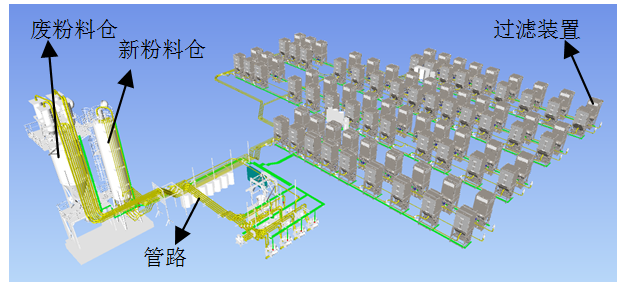
图8石灰粉干式漆雾捕捉系统布置图
4.3设计参数选择
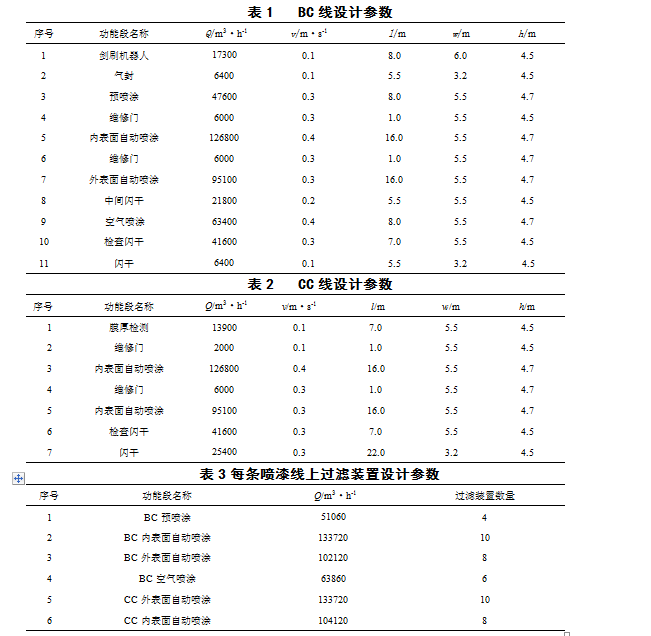
BC循环空调总风量379500 m3/h给色漆自动喷涂段送风,CC循环空调总风量269200 m3/h给清漆自动喷涂段送风,新风空调总风量127800 m3/h给色漆剑刷机器人段、色漆检查闪干段和清漆检查闪干段送风,表1和表2为喷漆室各功能段的风量、截面风速和室体尺寸,干式喷漆室每个功能段对应一定数量的过滤装置,表3为喷漆室各功能段对应过滤装置的数量和处理的风量。
5经济性对比分析
涂装车间是否先进可以从功能、环保、工程质量、经济性和管理五方面来进行评价。经济性也是衡量涂装车间先进性的重要指标之一,下面从投资成本、能耗成本、过滤介质处理成本和耗材成本四个方面来对比三种类型喷漆室的优劣。
投资成本:由于石灰粉干式喷漆室自动化、智能化远高于纸盒式干式喷漆室和湿式喷漆室,设备的初期投资也要高于其他两种类型的喷漆室,投资成本是其他两种类型喷漆室的3倍左右。
能耗成本:由于干式喷漆室的循环风的使用量在85%左右,温湿度变化较小,热量和冷量消耗较小,也不需要循环水泵、刮渣机和刮渣机等耗电能设备,纸盒干式喷漆室能耗最低,石灰粉干式喷漆室次之,相差在10%以内,湿式喷漆室能耗最高[8]。
过滤介质处理成本:湿式喷漆室产生废水需要经过污水处理站处理才能排放,漆渣经过压渣机后作为危废处理,处理费用较高,同时带来二次污染问题;纸盒干式喷漆室废弃物是含漆量很高的废纸盒,属于易燃危废品,在贮存、转移和处置过程中必须严格执行相关法规,处理费用比湿式喷漆室的要低;采用石灰粉干式喷漆室的一汽大众、华晨宝马和奇瑞大连工程等汽车公司向国家环保部门进行汇报申请,经过对废石灰粉进行采样鉴定,2017年发布《危险废物排除管理清单》,废石灰粉不属于危险废弃物,水泥厂可作为原材料处理,这样石灰粉干式喷漆室的废石灰粉处理成本降低80%以上[9],和废纸盒费用相差无几。
耗材成本:湿式喷漆室需要大量絮凝剂和凝聚剂等捕捉漆雾,环保性能较差,费用较低;石灰粉干式喷漆室需要PTFE覆膜滤芯和大量石灰粉,滤芯使用寿命在3年左右,随着一汽大众成都工厂使用国产滤芯获得成功,PTFE覆膜滤芯的成本降低68%[10];纸盒干式过滤器通过袋式过滤器捕捉漆雾,袋式过滤器属于深层过滤,不可重复利用,更换频繁,成本比其他类型高。
通过上述的对比,湿式喷漆室能耗最大,而且产生二次污染,从节能环保的角度湿式喷漆室必将被干式喷漆室所代替。在滤芯国产化和废石灰粉不属于危险废弃物的情况下,石灰粉喷漆室和纸盒喷漆室的能耗成本、过滤介质处理成本和耗材成本基本持平,石灰粉喷漆室的投资成本高于纸盒喷漆室。
6结语
杜尔公司2010年开始在一汽大众新建涂装车间项目上采用石灰粉干式漆雾捕捉系统,目前国内其他合资公司很多新建项目也采用了此系统,此项技术的主要优势在于节能环保和自动化程度高,但最大的不足则是投资成本高。我院从2012年开始研发石灰粉干式喷漆室结构,作为一汽集团科技创新课题进行创新开发,并将研发成果成功应用在一汽大众成都工厂和天津工厂项目中,打破了国外公司的垄断地位,投资成本下降幅度接近40%。
随着我国环保法规的日趋严格和制造业产业结构的优化升级,在《中国制造2025》战略的引领下,我院自主开发的新型石灰粉干式喷漆室具有节能环保、自动化程度高等特点,非常符合目前国家提倡的设备智能化、生产线自动化、信息可视化的发展方向,本项目的成功实施,具有良好的社会效益和经济效益,为后续在国内汽车涂装车间的应用奠定了坚实的基础。
参考文献
[1] 韩俊杰,张川,孔飞.纸盒干式喷漆室在整车涂装车间的应用[J].现代涂料与涂装,2019,22(7):56-59+63.
[2] 刘志新,马金环,孙锦绣.干式喷漆室在汽车涂装中的应用[J].现代涂料与涂装,2018,21(5):65-66+72.
[3] 姚茂娟.汽车车身涂装喷漆室干式漆雾捕捉装置介绍[J].现代涂料与涂装,2016,19(4):57-58.
[4] 黄超群,禤明妮,刘永福等.涂装干式喷房迷宫纸盒和多层网格纸盒的应用研究[J].电镀与涂饰,2019,38(16):908-912.
[5] 陈强,沈恒根,李华.覆膜滤料的性能测试研究[J].现代涂料与涂装,2004,23(4):71-74.
[6] 魏玉龙,张川,韩俊等.石灰粉干式喷房控制系统简介[J].现代涂料与涂装,2014,21(2):56-59.
[7] 刘仁龙.大众集团中国区涂装工艺2010V[J].涂料与文摘,2013,34(6):27-30.
[8] 张川,韩俊杰,孔飞.整车涂装车间干式喷房迷宫纸盒技术的应用研究[J].涂料工业,2018,48(2):76-80.
[9] 王大然.涂装车间过喷漆雾干式分离系统(干式文丘里)运行成本优化[J].中国涂料,2017,32(06):53-61.
[10] 万冉冉,牟海阔,冯元科等.基于干式漆雾分离系统的研究与应用[J].现代涂料与涂装,2019,22(22):55-61.














![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖