高强铝合金热冲压工艺技术与数值模拟研究
文章来源:《汽车工艺与材料》
发布时间:2021-07-20
高强铝热成形工艺是降低汽车能耗、减少排放的有效轻量化途径之一。分别介绍了常见的高强铝热成形工艺研究进展,包括HFQ 工艺的原理、成形影响因素、主要设备及模具、CAE分析等。最后针对某汽车高强铝B柱加强板进行CAE仿真分析和试冲,结果表明CAE分析时的减薄率控制在13%以下,可以获得质量良好的产品。
1 前言
轻量化是降低汽车能耗、减少排放的有效措施之一,汽车的轻量化包括结构设计轻量化以及用材轻量化,作为轻质金属材质的铝合金,无论是过往的全铝车身,或者是当前炙手可热的钢铝混合车身,无一不体现着其在车身用材轻量化方面的重要地位。然而,对于汽车常用的5 系或者6 系冷成形铝合金板材,其性能上有2方面明显的不足,一是抗拉强度或屈服强度低(一般不高于250 MPa),对于部分需要高强度的结构件,只能够通过增加厚度来弥补使用强度的不足,一定程度上降低轻量化的效果;二是室温下塑性较差,无法成形结构复杂的零件,对于某些结构复杂的零件,只能够通过“分件”进行实现,这无疑增加了制造成本。
通常6 系铝合金(高合金含量的6 系合金,后文特别说明均指该类铝合金)抗拉强度可以达到350 MPa 以上,而7 系的能够达到500 MPa 以上,达到中等高强钢级别,可以解决汽车常用铝合金强度低的问题,但是其室温下塑性差、成形后回弹大,在应用上必须采用热冲压成形结合热处理工艺技术。
本文将综述高强铝合金热成形工艺研究现状,并对高强铝B 柱加强板热冲压CAE 及试冲结果进行分析。
2 高强铝热成形工艺技术原理
6 系或7 系高强铝合金属为可热处理强化铝合金,通过固溶(T4)、淬火、时效(T6)工艺,例如7系,可以获得抗拉强度σb≥500 MPa、伸长率γ≥10%的高强度、高韧性力学性能。
为了克服这类铝合金产品生产过程中成形性差、回弹大等方面问题,同时也利用现有生产条件(钢板的热成形生产线),帝国理工学院林建国团队开发出的热冲压成形及模内淬火工艺(Heat treatment, Forming and in- die quenching process,HFQ)[1]是目前应用最广泛的高强铝热成形技术。图1 是HFQ 的工艺过程,成形前,将板材加热到固溶温度并保温一段时间(500 ℃,10 min),然后将坯料移送进冲压模具中进行成形、淬火冷却及保压,最后将成形淬火后的产品进行人工时效(180 ℃,24 h),成形前需要对模具涂覆润滑剂,成形时模具需要通冷却水,加速产品冷却,实现淬火目的。
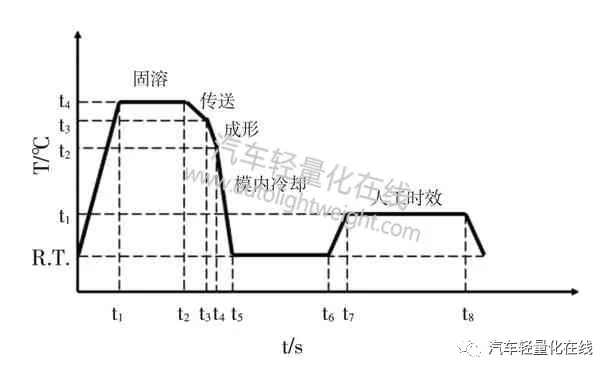
图1 HFQ工艺流程
3 高强铝热成形主要影响因素
铝合金热冲压成形过程包含力学、热学、微观组织等多个领域,因而板料最终的成形质量受多种参数及其之间的相互作用影响。
3.1 高强铝材料
HFQ 技术采用的是热处理可强化铝合金材料,通常有Al-Cu(2 系)、Al-Mg-Si(6 系)和Al-Zn-Mg(7 系)3 种,由于2 系铝合金耐腐蚀性较差,一般汽车冲压件上主要应用6 系和7 系2 种。热成形前,需要对板材进行一定时间的加热保温处理,目的是使其组织100%形成α固溶体,所以对采购前板材的状态一般不作特殊要求。随后通过热成形时的细晶强化机制,以及T6 热处理后产生的时效强化或沉淀强化机制,从而获得高强度、高韧性的铝合金。固溶不充分或者时效处理不充分,铝合金的最终强度均会降低。
3.2 工艺参数
与传统的冷冲压成形技术不同,热冲压成形流程中的各类工艺参数,如加热温度、保温时间、成形温度、冲压速度、摩擦系数、时效时间与温度等都会影响高强铝产品的最终质量。
通过对AA6082 铝合金HFQ 工艺研究,Ma Wenyu 等人发现,产品的最终强度随着变形量和冲压速率的增加而增加,同时合适的时效时间也会显著地提高其硬度[2]。
傅垒等人建立了铝合金门内防撞梁热冲压成形有限元模型,分析认为在成形深度一定的情况下,随着温度的升高,材料的流变应力变小,导致成形区域金属更容易发生变形,从压边区域流入成形区域的反而减少,从而使板料在不发生破裂的情况下减薄越严重,即最小厚度越小[3]。而冲压速度会影响铝合金的动态再结晶过程,速度越高,动态再结晶受限,产品越容易开裂。此外,合理的润滑条件会直接影响成形结果,当摩擦系数不大于0.15 时,产品可以成形,但当摩擦系数高于0.15时,零件成形会发生开裂。
热成形时坯料与模具之间的摩擦状态是十分复杂的,对成形结果影响非常大。Ma Wenyu 等人认为,摩擦系数即润滑状态对最小厚度、厚度偏差以及成形件的失效模式有显著的影响[4]。在热成形过程中,不同的润滑条件会导致失效模式不同。在成形性方面,本文确定的摩擦系数的最优值为0.15,与现场有较高的匹配性;此时断裂常发生在杯底中心或杯角附近,分别为延性模式和延性-脆性混合模式。
3.3 高强铝热成形主要设备及模具
从图1 的工艺流程可以发现,铝板HFQ 工艺基本上可以沿用传统的钢板热冲压生产线,但由于铝板自身材料特性,需对钢板热冲压生产线进行适应性调整。
传统钢板热成形加热方式主要是辐射加热,但是铝板对热辐射的吸收率非常低,导致铝板的固溶处理时间一般为10 min 以上,严重影响生产效率,提高生产成本。为了提高固熔处理效率,途径之一是在1条生产线上设置2套或以上的多层箱式炉装备;其二是探索新的加热工艺,这也是当前的研究热点之一。研究发现,导电加热[5]和接触加热[6]的固熔工艺均可大幅度缩短固熔处理时间,其中6061铝板导电加热固溶处理时间可缩短至3 s,而7075 铝板通过接触加热可缩短至40 s,对产品最终性能也有一定的提高。
不同于冷冲压模具,热冲压模具在热成形中承担这2 个方面的作用,一是成形获得所需产品形状,二是冷却获得所需产品性能。铝板热冲压模具可以参考钢板热冲压模具进行设计,但是由于铝板在高温下容易产生颗粒脱落并且粘模,影响铝板与模具间的摩擦状态,从而影响铝板成形性。为了减轻铝板与模具间的摩擦,可以采用高温润滑剂,如石墨、二硫化钼或氮化硼等。同时模具表面需要进行抛光处理,并通过表面处理保证足够的强度和耐磨性。
汽车零部件通常具备形状复杂、尺寸大的特点,这使得在产品设计或者工艺设计阶段很难确保后期产品的成形性及尺寸精度,因此,在产品设计前期进行热成形CAE 分析,对降低设计和生产成本、提高产品质量有重要意义。目前,对于传统冷成形的CAE 分析准确度已经可以达到95%以上,工业上也普遍应用,而高强铝热成形CAE 分析在工业化上应用仍较为局限,主要因为高强铝产品应用较少和CAE 相关技术仍处于研究阶段。
Li Huanhuan 等人建立了热变形统一黏塑性损伤本构模型,采用BP 神经网络构建了工艺参数(板料成形温度、冲压速度、模具间隙)与成形性(最大减薄率、最大增厚率)之间的关系并结合遗传算法实现多目标优化,得到了最佳成形工艺参数,生产结果也证明了基于神经网络和遗传算法的热成形工艺优化方法的可行性和有效性[7]。
在对CAE 分析结果进行评价时,成形极限图(Forming Limit Diagram,FLD)对零件冲压成形的模具设计和工艺参数设计具有重要的指导意义。钢板或铝板冷成形下的FLD 已广泛应用于各类CAE分析软件中,而铝板热成型的FLD 应用,才处于起步阶段,有待进一步的推广应用。不同影响因素下的FLD 主要通过理论计算、有限元模拟、实验测试获得。其中,直接通过实验测试获得FLD 的方法所需要的数据量特别大,实验条件也较为苛刻。为了简化实验工作量,快速获得可靠的FLD,郭亮等人研制了1 套试验系统,对不同应变路径及成形温度下的6 系铝板进行试验,同时采用MSC.MARC 软件进行数字模拟,结论认为最大载荷判断法和应变路径判断法相结合的失稳状态判断准则能够准确地预测该合金的热成型极限,为铝板热成型的FLD 创建提供了理论依据[8]。
5.1 CAE分析参数设置
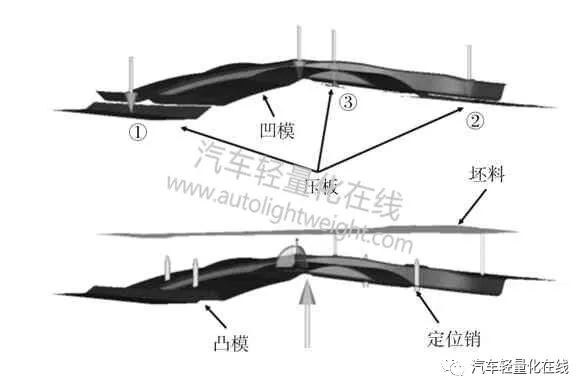
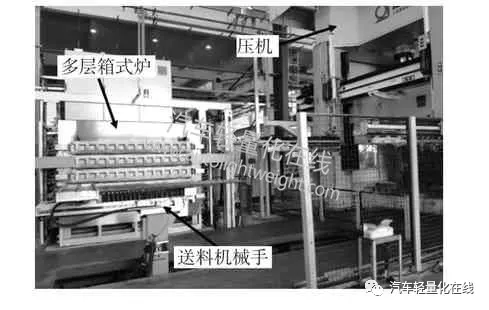
以某车型的B 柱加强板为研究对象,其材料为7075A,热学性能参数如表1 所示。利用AutoForm建立相应的仿真模型,如图2 所示。产品板厚为1.4 mm。坯料采用多层箱式炉进行固熔处理,随后通过机械手进行传送,压机进行冲压成形,试验装置如图3 所示。板料初始加热温度为490 ℃,保温15 min,使其得到充分固熔。机械手送料时间约6 s,模具温度设为50 ℃,板料相对于模具的热传导系数HTC 设置为550 ℃时为0.075 MW/(mm2·K),20 ℃时为0.020 MW/(mm2·K),环境温度为20 ℃,压板压力采用0.1 mm间隙控制,冲压速度为150 mm·s-1,淬火保压压力为20 kN,时间为6 s。图4 为坯料形状示意。
5.2 CAE结果分析
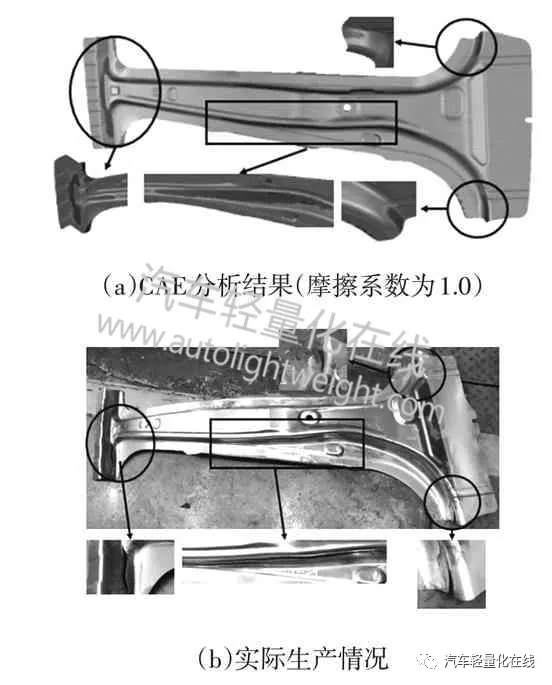
如图2 所示,冲压成形时,坯料在压板①~③作用下进行固定,其中压板③处设定孔定位销,用于板料定位。为了分析润滑条件对成形性的影响,将摩擦系数设置为1.0(接近干摩擦),分析产品成形风险区域,CAE 分析结果如图5a 所示,B 柱加强板的端头和侧壁减薄率均超过20%,存在较大的开裂风险。在润滑条件极差的情况下,对产品进行试冲,结果如图5b 所示,黑色标记处均出现严重的开裂,与CAE 分析结果一致。
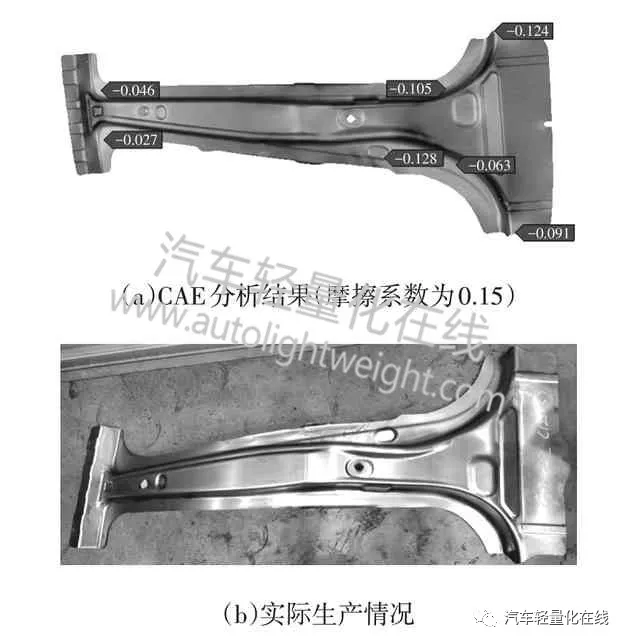
冲压前对模具进行润滑处理(高温冲压油+石墨混合液),并将摩擦系数设定为0.15[9],分析结果和实际生产结果如图6 所示。可以看到,之前的风险区域,CAE 分析减薄率均低于13%,同时实际生产无开裂或者暗裂问题。
目前,行业内关于铝合金HFQ 工艺的CAE 分析成形允许减薄率极限并未形成类似钢板一样的经验数据,通过本次分析结果,建议在铝合金HFQ工艺CAE 分析时的减薄率控制在13%以下,13%~20%为过度减薄区域,而超过20%则有开裂风险。但是具体的数据还需要后续结合FLD 试验进一步研究。
高强铝热成形工艺是汽车轻量化工艺中备受关注的技术之一。介绍了常见的高强铝热成形工艺研究进展,包括HFQ 工艺的原理、成形影响因素、主要设备及模具、CAE 分析等。为了扩大高强铝合金在汽车上的应用,生产效率的提高、工艺设备的优化、CAE 分析准确性的提升等仍需进一步研究。最后针对某汽车高强铝B 柱加强板进行CAE 仿真分析和试冲,结果表明CAE 分析时的减薄率控制在13%以下,实际试冲产品质量良好。
















获取更多评论