QT800-3 球墨铸铁曲轴失效分析
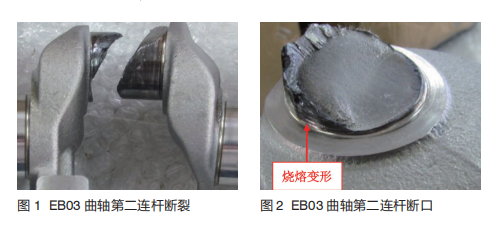
2019 年 2 月份,某汽车公司在进行台架试验 全速全负荷的情况下,运行到 65 h,发动机突然 停机,拆机后发现曲轴第二连杆颈后端断裂。失效 曲轴如图 1、图 2 所示。
失效曲轴材质为 QT800-3,部分加工工艺为: 粗车连杆轴颈 + 精车沉割槽 + 轴颈感应淬火 + 沉 割槽滚压 + 精磨轴颈,轴颈圆角部位强化方式是 圆角沉割槽滚压。
低倍分析
失效曲轴断口的形貌显示了曲轴经受材料、运 行环境及承受载荷三要素综合作用的断裂过程和机 制,断口分析就是根据失效的曲轴断口上的种种特 征来判断曲轴运行过程中所承受的载荷、环境,再 结合曲轴材料的特性进行综合的分析,揭示材料的 断裂机理,最终找出曲轴失效原因。
从图 2、图 3 来看,裂纹起源于连轴下止点颈 与滚压槽边沿交接的下方,裂纹基本沿与曲轴轴向 呈 45°夹角的方向扩展,最后在另一侧圆角滚压槽 边沿处发生瞬时断裂。
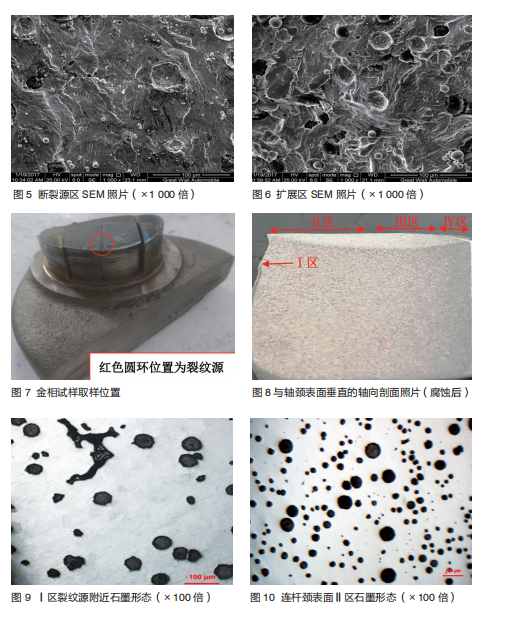
对断口部位进行观察,断口部位裂纹源区、扩 展区、瞬断区特征分布明显,且裂纹源区无明显的 碰撞磨损痕迹,说明曲轴受力迅速断裂,断口照片见图 3 所示。对裂纹源区域放大 10 倍观察,发现 裂纹源区位于连杆颈与滚压槽边沿交接位置的下 方,距连杆轴颈表面大约有 4.4 mm 左右。裂纹源 呈放射型花纹结构,向四周扩展棱线明显,整齐而 无明显的塑性变形,放射条纹收敛处为裂纹源,裂 纹源区域放大照片见图 4 所示。
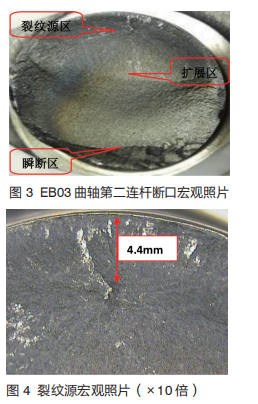
图 1 中失 效曲轴第二连 杆轴颈颜色为 蓝黑色,且轴 颈存在大量的 拉伤痕迹,连 杆轴颈表面有 许多粘连的轴 瓦合金金属。 图 3 中断口近 似 1/3 以上面 积存在高温氧 化变色现象。 另外图 2 中红 色箭头指示部 位,连杆轴颈与滚压槽边沿交接位置存在明显的烧 熔变形现象,说明第二连杆轴颈在进行全速全负荷 台架试验时由于未知原因,存在抱瓦拉瓦现象,且 连杆轴径与轴瓦之间不是突然抱死,而是逐渐抱死, 期间伴随着拉瓦抱瓦的进行,产生大量热量,造成 连杆轴颈向断口内侧约占断口 1/3 以上面积产生高 温氧化,并最终造成连杆轴颈与滚压槽交接位置轴 瓦和轴颈烧结熔化。
低倍分析可以得出曲轴断裂的大体过程。首先 由于未知原因连杆发生拉瓦现象,其次摩擦产生高温,然后连杆轴颈与滚压槽交接 位置轴瓦和轴颈烧结熔化抱死, 而曲轴由于惯性继续旋转,造成 轴颈圆角附近受弯曲和扭转应力 过大,应力在图 4 所示裂纹源位 置集中,最后超过裂纹源处的疲 劳极限瞬时断裂。
电镜分析
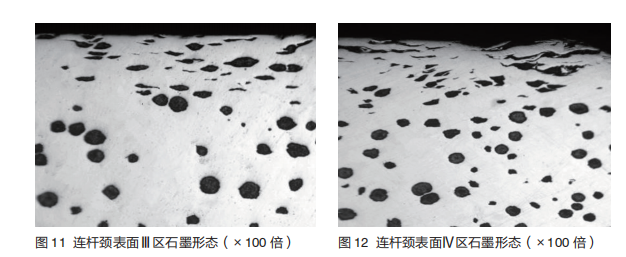
依 据《GB/T17359—2012 微束分析能谱法定量分析》, 断 裂源区呈条纹状和解理特征,裂 纹扩展区也可见解理特征,疲劳 条带不明显但呈疲劳特征(图 5、 图 6)。
高倍分析
如图 7 所示,靠近裂纹源切 割金相试样,然后对所取金相试 样再与轴颈表面垂直的轴向剖面 进行粗磨精磨抛光制样检测。首 先检测石墨形态、球径大小及夹 杂物等缺陷,然后观察淬火层形 状,检测淬火组织和基体组织。
为方便分析金相试样组织特点, 把试样检测面分成四个区域,其 中裂纹源及附近区域为Ⅰ区,滚 压槽边沿且靠近裂纹源一侧区域 为Ⅱ区,远离裂纹源的另一侧滚 压槽边沿及附近区域为Ⅳ区,Ⅱ 区和Ⅳ区中间的连杆轴颈表面区 域为Ⅲ区,具体见图 8 红色箭头 指示区域。 依据《GB/T9441—2009 球 墨铸铁金相组织检验》对剖面 进行检测,检测设备为奥林巴斯 GX71 型金相显微镜。
Ⅰ区检测结果:从图 9 中可 以看出,石墨形态大部分呈球状, 少量呈团状,圆整度一般,石墨 球化级别为 2 级,球径大小 5 级。 裂纹源附近存在沿晶界分布的粗大棱角状显微疏松,尺寸大约为 0.25 mm×0.17 mm。显微疏松 易在铸件热节部位出现,分布在 最后凝固的共晶团晶界处。
裂纹源及附近区域的Ⅰ区位 于曲轴连杆裆部连杆颈与曲柄间 的过渡圆角附近,属于热节部位。 当铸造生产时热节部位铁液缓慢 凝固,补缩通道又堵塞,就会在 枝晶间形成细小空洞,从而产生 疏松缺陷。连杆颈与曲柄间的过 渡圆角存在显微疏松缺陷,会破 坏基体金属的连接强度,成为促 进和诱发曲轴内部起裂的潜在疲 劳裂纹源。
Ⅱ区检测结果:从图 10 中 可以看出,铁水孕育效果好,石 墨圆整度好、数量多、分布均匀, 无缩孔等缺陷,石墨球化级别为 2 级,球径大小为 6 级。
Ⅲ区检测结果:Ⅲ区靠近Ⅱ 区一侧,石墨球化级别为 2 级, 球径大小为 6 级。Ⅲ区石墨形 态见图 11 所示,轴颈最表面一 部分石墨形态表现为片状,垂直 轴颈表面往里及近表面部分球形石墨存在沿轴颈轴线方向变形现 象。石墨变形区从轴颈表面往心 部深度最深达到 0.4 mm 左右, 宽度基本达到连杆轴颈档宽的一 半,轴颈往里心部的石墨形态都 正常,为球形石墨。
Ⅳ区检测结果:轴颈表面石 墨形态表现为片状(图 12),片 状石墨延展方向与轴颈表面基本 平行,近表面部分石墨也存在变 形现象。由于受片状石墨形成的 尖角效应影响,沿片状石墨已经 生成许多细小裂纹,一部分裂 纹仍在延伸扩展,一部分轴颈表 面的金属已经与轴颈基体彻底分 开,造成滚压槽边沿及相邻连杆 轴颈表面凹凸不平。另外,从显 微镜下可以看出,Ⅲ区石墨的变 形是受Ⅳ区石墨变形区的影响, 是Ⅳ区石墨变形区的延续。
球墨铸铁曲轴感应淬火后, 轴颈淬火区和非淬火区之间还有 一段淬火过渡区域,淬火过渡区 表面应力表现为拉应力,会降低 疲劳强度,所以工艺设计和生产 时都特意控制淬火过渡区避开轴 颈与曲柄间的圆角处,从而使残 余拉应力远离轴颈圆角,即非淬 火区一般控制在 4 ~ 7 mm。
金相试样腐蚀后首先观察连 杆轴颈淬火区形状。从图 8 中可 以明显看出,感应淬火区轮廓形 状为月牙形,淬火区两侧明显无 非淬火区,其中Ⅱ区裂纹源侧淬 火过渡区恰好在滚压槽及边沿, 而Ⅳ区滚压槽位置则被透热并 淬火。 淬火区长度与感应器有效线 圈宽度有关,淬火区轮廓形状与 矽钢片的分布有关。
从轴颈淬火 区形状可看出感应淬火工序存在 的问题:
第一,感应器有效线圈 过宽,造成加热区尺寸过长,轴 颈两侧无非淬火区;
第二,感应 淬火区两侧轮廓斜度太大,矽钢 片的分布有待优化。 圆 角 正 常 滚 压 时, 硬 度 HRC60 一 65 的滚轮在圆角滚 压槽粗糙的软表面上滚动,滚压 槽表面上的各种金属凸起受到挤 压 , 并填充凹谷,获得较好粗糙 度,且达到机械强化的目的。
当 滚压槽被淬火后再滚压,滚压轮 会挤压、滑移甚至碾碎无塑性变 形能力,又脆又硬的淬火层,与 滚压槽相连的轴颈表面淬火层同 样受到挤压、滑移,这就导致滚 压槽边沿Ⅳ区石墨发生变形,且 沿变形石墨周围生成许多细小裂 纹。滚压后面的精磨轴颈工序由 于加工余量只有 0.20 mm 左右, 消除不了石墨变形区和所有裂 纹,导致石墨变形区和部分裂纹 保留到台架试验。
依据《JB/T9205—2008 珠 光体球墨铸铁零件感应淬火金相检验》规范要求对淬火层组织进 行检测。发现淬火区组织由粗针 状淬火马氏体 + 白色残余奥氏体 + 石墨组成,是典型的二次淬火 组织(图 13)。
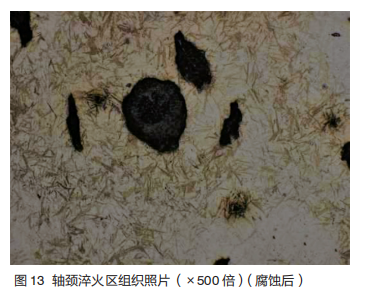
根据金相组织可以得出:伴 随着连杆轴径拉瓦抱瓦,摩擦产 生的高温让淬火组织重新奥氏 体化,同时石墨球周围的碳大量 溶于基体,基体含碳量升高,在 连杆轴承的激冷作用下生成高 碳马氏体,另外由于冷速太快, 大量奥氏体残留下来,成为残余 奥氏体。
综合分析
综合前面所有的分析,曲轴 断裂的过程为:感应淬火工序感 应器有效线圈宽度过大,造成加 热尺寸过长,Ⅳ区滚压槽被淬火; 随后在滚压工序,滚压槽及边沿 的组织被挤压、滑移甚至碾碎, Ⅳ区石墨变形的同时,沿变形石 墨周围生成细小裂纹。当进行全 速全负荷台架试验时,由于受力 及片状石墨尖角效应的影响,石 墨周围的裂纹扩展延伸,一部分 轴颈表面的金属脱落;脱落的金 属一方面造成轴颈和轴瓦表面拉 伤,另一方面造成轴瓦与轴颈之出现缺油现象,润滑不良导致轴 瓦和轴颈直接接触摩擦,摩擦生 成的高温,又导致轴颈重新奥氏 体化,并在轴承冷却作用发生二 次淬火,高温也最终导致轴瓦和 轴颈烧结抱死。
与此同时,曲轴 由于惯性旋转,造成轴颈圆角附 近受弯曲和扭转应力过大,应力 在滚压槽边沿的疏松缺陷位置集 中,当应力超过疏松处的疲劳极 限,就促使疲劳裂纹的形成和快 速扩展,随后曲轴瞬时断裂。
结论
1. 淬火工序感应器有效线圈宽 度大,导致连杆轴颈淬火区过长, 一侧滚压槽被淬火;
2. 连杆轴颈表面的石墨变形是 在滚压工序产生;
3. 石墨变形形成的尖角效应造 成大量的微裂纹,在台架试验运行 过程中,连杆轴颈受力挤压后表面 部分与轴颈金属基体脱落,造成轴 颈拉伤,润滑不良,随后拉瓦抱死;
4. 曲轴轴颈拉瓦抱死,连杆轴 颈与滚压槽的交接过渡处次表面下 的显微疏松缺陷受力成为疲劳 源,当应力超过疲劳极限后曲轴 瞬时断裂。
改进措施
1. 调整感应器线圈宽度,线 圈宽度参照淬火区技术要求取中 下限,有效圈与连杆轴颈间的间 隙控制在 1.5 mm。
2. 扩大感应器矽钢片覆盖角 度,优化矽钢片的分布,提高电 磁感应效率和磁导率,改善淬火 区轮廓图形。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论