X 射线测量残余应力在汽车零部件行业中的应用
汽车零部件在加工过程中常采用表面感应淬 火、渗碳淬火、圆角滚压和喷丸等强化工艺。这些 工艺可获得较高的强度,并有效延长使用寿命。零 部件在这些机械加工及热处理过程中均会出现应力 状态的改变,从而影响零部件的工作性能。
随着用户对汽车性能、质量和可靠性的要求越 来越高,我们必须了解和掌握零部件残余应力的产 生机理、表征方法和分布规律,对产品设计和制造 工艺进行优化,从而减少或消除有害残余应力,增 加关键部位的有益残余应力,达到提质降本的效果。
目前,测量残余应力的主要方法有钻孔法、环 芯法、X 射线衍射法、中子衍射法和超声波法等。
其中,X 射线衍射法是目前应用最广泛的无损检测 残余应力的方法。这种方法主要依据为弹性力学理 论和 X 射线衍射理论。本文结合试验测试,论述了 X 射线衍射仪在曲轴、连杆和齿轮等汽车零部件生 产过程中的应用。
检测原理
一定的应力状态会引起材料 的晶格应变,这与宏观应变是一 致的。当材料中存在残余应力时, 晶面间距将发生变化,发生布拉 格衍射时,产生的衍射峰也将随 之移动,而且移动距离大小与应 力的大小相关,符合式 1 的布拉 格定律。X 射线衍射角度的几何关 系如图 1 所示。
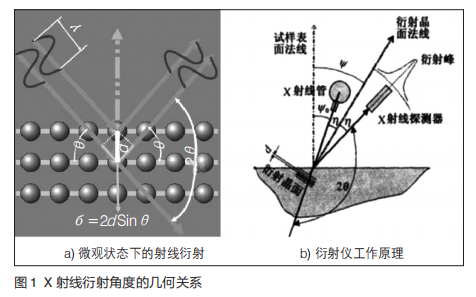
2dsinθ=nλ (1) 式中:d——晶格间距; θ——X 射线入射线、反射线与晶面的夹角; n——自然数,(1,2,3,……); λ——X 射线波长。
依据布拉格定律 2dsinθ=nλ,用波长λ 的 X 射线,先后数次以不同的入射角照射到试样上,测 出相应的衍射角 2θ,求出 2θ 对 sin2Ψ 的斜率M, 便可算出应力σ。目前的 X 射线衍射法的测量方 式主要有同倾法和侧倾法,本文所用均为同倾法。
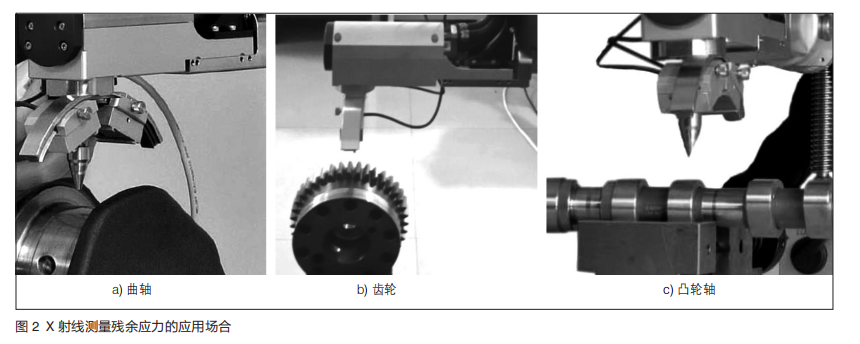
如图 2 所示,应用场景多以曲轴、齿轮与凸轮轴最 为常见。
检测工艺
1. 仪器参数
使用芬兰 STRESS3000 测量仪,采用直径为 75 mm 的测角仪,工作电压为 30 kV,工作电流9 mA。采用剥层法对工件表面 进行电解抛光腐蚀,用于测量工 件内部一定深度的残余应力分 布,设备为丹麦 Struers 公司的 MoviPol-5 电解抛光仪。
2. 检测条件的选择
X 射线测量残余应力的影响 深度仅有约 10 ~ 20 mm,测量 过程中应满足适当的使用条件:
①工件表面应光滑平整,对于 曲轴,轴颈表面至少要经过精 磨,没有油污、锈斑、氧化皮等; 规定被测部位表面粗糙度Ra < 10 mm ;
②测量时,确保测角 仪摆动时,不会触碰工件,以 免准直器、测角仪损伤;
③使用 合适的波长来减少 X 射线的穿 透,选择合适的衍射角或使用 较低的入射角;
④ X 射线测量的 残余应力值取决于照射面积大 小和位置。如果衍射面积较小, 可能会出现衍射晶体数量不足 等问题;
⑤弯曲表面会导致偏低 的残余应力值。
主要应用及结果
1. 淬火曲轴磨削烧伤监控
曲轴表面感应淬火技术是通 过固态相变,使得轴颈表面强度、 硬度升高的热处理工艺。硬度升 高后的轴颈在砂轮磨削的过程中 极易出现磨削烧伤。
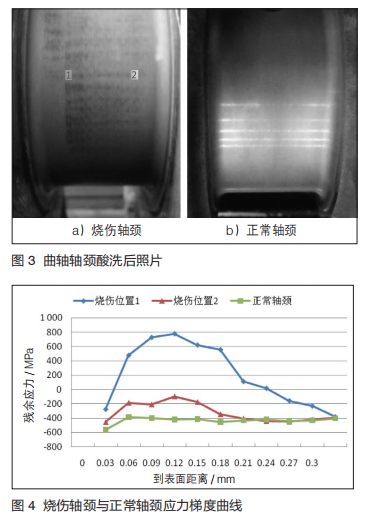
使用 X 射线 衍射法可以无损地对轴颈表面进 行残余应力检测,从而达到有效 监控工件的磨削状态,取代传统 的有破坏性的酸洗法。 图 3 是烧伤、无烧伤曲轴轴 颈酸洗后的照片,图 3a 中轴颈 出现暗褐色区域为回火型烧伤; 图 3b 为无烧伤轴颈,表面为浅 灰色。图 4 是采用剥层法对烧伤、 无烧伤曲轴轴颈酸洗前的应力梯 度测量。通过比较可以看出烧伤 轴颈表面压应力出现较大幅度的 降低,轴颈表面以下 0.3 mm 以 内的压应力降低幅度较大,局部 已经出现残余拉应力。
2. 齿轮喷丸强化效果评价
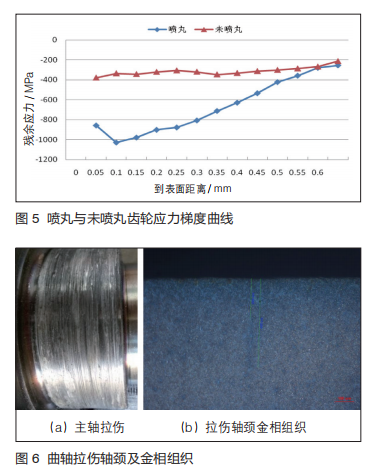
喷丸处理是利用高速喷射 出的丸粒,对工件表面进行撞 击,使之产生形变硬化层并增 大残余压应力,以改善零件表 面应力状态的工艺方法。目前, 汽车发动机曲轴、连杆及变速 器齿轮等均采用喷丸工艺来增 加表面对塑性变形和断裂的抵 抗能力,从而提高其疲劳强度 及使用寿命。某装备齿轮采用20Cr2Ni4A 钢,并经过渗碳处理 后表面硬度为 58HRC,渗碳层 约 1.5 mm。在国产 CNC 齿轮强 力喷丸机上强喷,丸粒平均粒径 0.6 mm,平均硬度 61HRC。强 喷后齿轮根部的残余应力影响深 度约 0.5 mm,表面残余应力值 为 -856 MPa,最大残余应力深 度出现在 0.05 mm 处,最大残余应力值为 -1 027 MPa,比未 喷丸齿轮残余压应力有较大幅度提高。经过此种喷丸处理后与未 喷丸齿轮对比如图 5 所示。
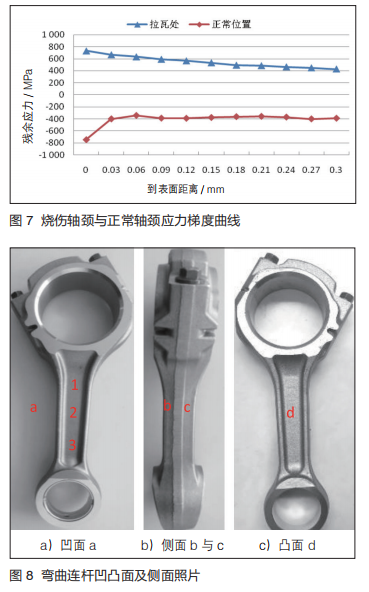
3. 曲轴拉瓦后应力检测
图 6 是曲轴主轴颈拉伤的 宏观照片及金相组织。从金相显 微镜下可以观察到拉伤轴颈表面 以下约 0.2 mm 处可见内部长约 0.26 mm 的裂纹。采用 X 射线衍 射法分别对拉伤轴颈与正常轴颈 进行残余应力梯度测量。拉瓦的 轴颈在 0.3 mm 以内均为较大的 拉应力,与正常轴颈存在明显差 异,差异量如图 7 所示。较大的 拉应力会导致材料开裂,这与金 相组织相吻合。
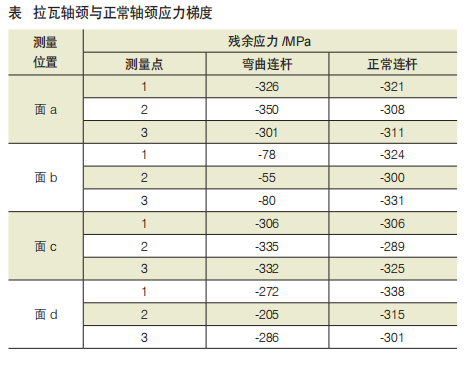
4. 弯曲连杆应力检测
图 8 是运输过程中包装箱 破损后出现的弯曲连杆,表面 存在压痕。为进一步鉴定其弯 曲的原因来自机械外力,而非 热应力的结果,采用 X 射线对 图 8 所示的连杆毛坯面固定点 1 ~ 3 进行表面应力测量。从表 中的数据看,弯曲连杆凸面的 压应力出现明显降低,尤其是 连杆加强筋处的凸向侧面 b 各 点;而凹面处压应力均略有增 大。因热应力的释放过程缓慢,各处应力相对均衡,不会出现 侧面较大幅度的波动,因此判 定为机械外力导致的弯曲。
结语
目前 X 射线测量残余应力的 方法因其便捷与无损等优势,已 在汽车零部件,如曲轴、连杆、 齿轮、弹簧、凸轮轴、涡轮盘、 轴承钢圈及钢球等产品上得到广 泛应用。其应用场合主要体现在 生产过程监控和失效分析两方 面:
①生产过程监控。比如,监 控和指导表面感应淬火强化曲轴 的磨削工艺,采用电解抛光技术 可以深入研究淬火区域内部的应 力分布。针对滚压强化曲轴,通 过切割后进行圆角整周的应力测 量,建立滚压力残余应力对应关 系,据此对不同滚压力下圆角滚 压效果粗略评估。针对喷丸强化 的连杆、渗碳淬火齿轮、轴承钢 球、涡轮盘等均可以通过应力测 量对工件的关键部位进行强化效 果评估。
②失效分析。零件的失 效,比如烧伤、变形、开裂、拉 伤等方式,均可以通过残余应力 测量进行辅助分析与评判。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论