高强度钢拉深工艺探讨
高强度钢通常是指屈服强度在210-550MPa的钢板。因其自身结构的特点,其成形性能较差,在拉深成形过程中易出现起皱、破裂等缺陷。
而拉深是汽车大多覆盖件的主要成形工序,拉深产品的质量直接影响汽车整体结构,在不同的压边工况下拉深制件的质量又有不同的表现;除了材料本身的性质与模具自身结构的影响,拉深工艺参数对拉深产品的减薄与增厚同样起到较大的影响,且不同参数之间交互作用。
研究发现,材料的屈服强度对最大拉深力影响较大,且材料的厚度变化是产品质量的一个重要因素。另外,采用变压边力能有效提高材料在危险断面的最小厚度,并对其起皱程度与破裂均产生一定的影响。这些对于完善高强度钢拉深工艺参数,提高产质量具有重要意义。
借助有限元模拟软件对高强度钢筒形件整个拉深过程进行模拟,设计凸凹模间隙、压边力、凸凹模圆角半径三因素正交试验,并进行参数优化,得到一组满足成形性能的参数,再选用低碳钢(AISI 1010)为研究对象,通过临界区淬火后对其进行拉深,并与模拟结果相对比,且对拉深后的工件进行硬度分析,为筒形件高强度钢拉深产品的制备提供理论与实验支持。
1、有限元模型
用DYNAFORM有限元软件建立拉深模型如图1所示。将试样经临界区淬火后的材料(AISI1010)力学性能(密度为7.85x103kg/m,杨氏模量为207 GPa,泊松比为0.28,屈服强度为460 MPa,抗拉强度为649 MPa,延伸率为15.1%)导入模型的材料属性。
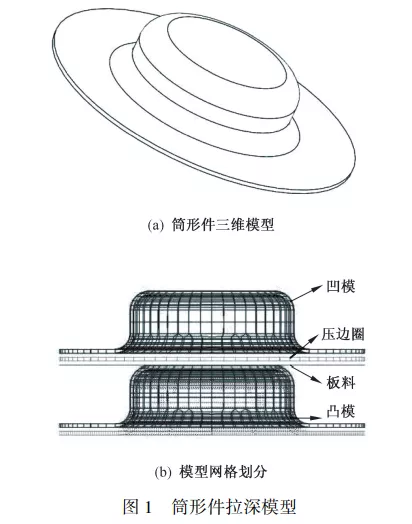
对模型参数进行设定:原始坯料直径为78mm,厚度为1mm,凹模直径为40mm,设定摩擦系数为0.1,设置虚拟拉深速度为3m/s。坯料最大网格尺寸为3,最小网格尺寸为0.3。拉深深度为13mm。
2、有限元正交试验设计及分析
金属板料在拉深成形过程中,起皱和开裂是比较常见的缺陷。为获得更高质量的工件,需要对拉深工艺参数进行合理的设计。本文以凸凹模间隙、压边力、凸凹模圆角半径为试验因素,设计正交试验,综合分析以上3个因素对筒形件成形质量的影响。
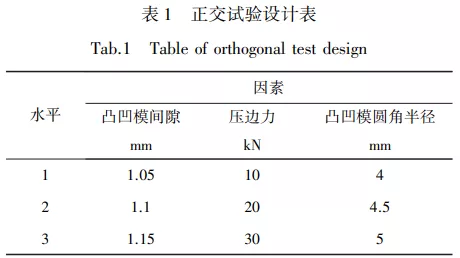
本试验凸凹模间隙的选取水平为1.05、1.1、1.15 mm,压边力的选取水平为10、20、30 KN,凸凹模圆角半径的4、4.5、5 mm。由此设计出一个三因素三水平的正交试验表如表1所示。
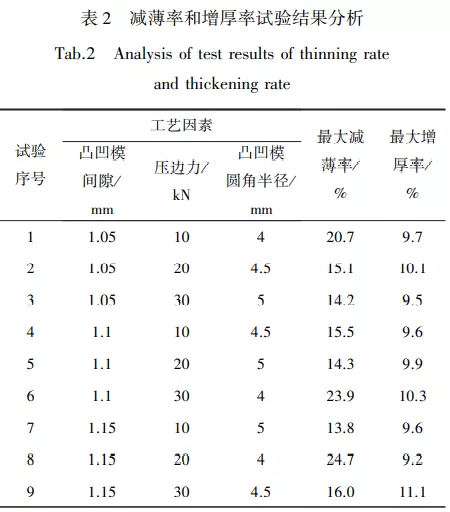
本文主要考察凸凹模间隙、压边力、凸凹模圆角半径对筒形件拉深成形质量的影响,考察指标可由模拟结果成形极限图得出,不过为了量化结果,可比较筒形件成形后最大减薄率与最大增厚变化情况,进而选取最佳参数.正交表与减薄率/增厚率的试验结果如表2。
在正交试验中一般用平均值来反映同一个因素的各个不同水平对试验结果影响的大小,并以此确定该因素应取的最佳水平,将各列相同水平对应的试验数据相加后除以3,得到平均值,以平均值确定该因素应取的最佳水平。各因素不同水平下的最大结果与最小结果之差为极差,极差的大小反映该列因素的影响程度。计算结果如表3所示。
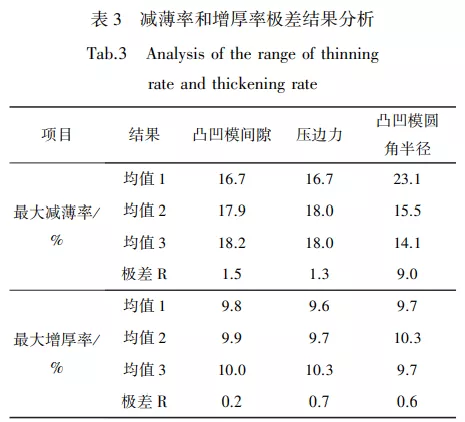
通过表2的计算及表3的结果可以看出,凸凹模间隙取1.05mm时最大减薄率最小,平均最小减薄率为16.7%,压边力取10 kN时最大减薄率最小,平均最小减薄率为16.7%,凸凹模圆角半径取5mm级时最大减薄率最小,平均最小减薄率为14.1%。因此综合考虑这3个因素,可得到使得最大减薄率最小的工艺组合,即凸凹模间隙1.05mm,压边力10 kN,凸凹模圆角半径5mm。
通过极差值比较,可得到上述3个因素对筒形件最大减薄率的不同影响程度。极差数值越大,说明该因素的影响程度越大,从表3可以看出,对最大减薄的影响程度为:凸凹模圆角半径(9.0)>凸凹模间隙(1.5)>压边力(1.3)。
同样可得出在不同工艺参数下筒形件最大增厚率变化情况,从表3可以看出,上述3个因素分别取1.05mm(凸凹模间隙),10 KN(压边力),4.0mm和5.0mm(凸凹模圆角半径)时,筒形件最)大增厚率最小,3个因素对应的平均最小增厚率分别为9.8%,9.6%,9.7%。且通过极差值比较,对最大增厚率影响程度为:压边力(0.7)>凸凹模圆角半径(0.6)>凸凹模间隙(0.2)。
不难看出,使得筒形件最大减薄率最小与最大增厚率最小的工艺组合为:凸凹模间隙1.05mm,压边力10 kN,凸凹模圆角半径5mm。
3、正交结果优化
综合上述分析,从成形质量及各参数影响程度考虑,选取试验参数为:凸凹模间隙1.05mm,压边力20 kN,凸凹模圆角半径5mm,模拟结果如图2所示。
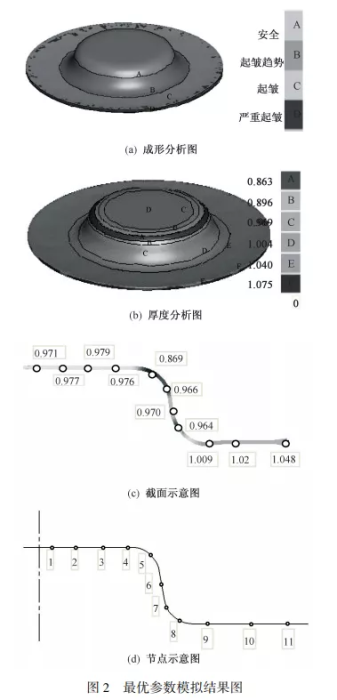
从图2(A)中可以看出,筒形件只在法兰边缘有少量的起皱,且其余部分成形质量良好。而法兰处的起皱缺陷问题,主要是因为圆筒形拉深件主要变形区在凸缘部分,而该变形区的切向压缩是主要变形,当凸缘的外边缘部分的切向压应力为最大时,该部分的起皱首先发生。
图2(b)为筒形件厚度分布图,最大减薄率出现在凸模圆角处,为13.7%,最大增厚率出现在法兰边缘处,为7.5%由此可见,所选参数得到的最大减薄率和最大增厚率均小于9组正交试验中最小的结果因此,此优化参数是可取的。
此外,在圆筒底部有少量减薄,减薄率为2.1%~2.9%,在凹模圆角处有3.6%的减薄,而在直壁部分也有不同程度的减薄,减薄率为3.0%~3.4%。
为进一步了解筒形件厚度分布情况,将厚度分布图沿圆筒中轴线剖切,并读取不同部位厚度大小,如图2(c)所示。为方便理解,给出了测量厚度取点示意图,如图2(d)所示。
试验结果显示,试验符合上述模拟结果,均是在凸模圆角出现最大减薄,在法兰边缘出现最大增厚,且模拟值与试验值接近。
综上,我们可以得知:
1)凸凹模间隙、压边力、凸凹模圆角半径三个因素对筒形件最大减薄率和最大增厚率影响大小不相同,其中对最大减薄率为:凸凹模圆角半径>凸凹模间隙>压边力,对最大增厚率为:压边力>凸凹模圆角半径>凸凹模间隙。
2) 600 MPa级低碳钢较好的拉深工艺参数组合为:凸凹模间隙1.05毫米,压边力10kN,凸凹模圆角半径5mm。
3)试验钢经拉深成形后,硬度值均大于拉深前,其中筒形件底部变化最小,法兰区变化最大。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论