电泳气泡缩孔的成因及解决方案
作者:巨景亮 张燕 等
文章来源:AI《汽车制造业》
发布时间:2021-10-13
阴极电泳作为汽车涂装的关键工序之一,具有环保、安全、节能和操作性强的优点,但电泳缩孔的形成会使抗腐蚀性降低。本文通过对缩孔常见类型的总结、气泡缩孔的案例分析,制定合理有效的应对策略,通过对工艺参数的调整以及对生产设备的改造解决电泳缩孔现象,为行业提供参考。
电泳缩孔形成的原因是表面张力梯度造成的,湿的涂层上若落上一滴表面张力低的液体(如溶剂、油污),可使临近的油漆表面张力降低,并向周围表面张力较高处铺展,在漆膜表面形成一个类似火山口的形状,这种现象称为“缩孔”。
油污缩孔是由于表面张力低的油污、硅酮类物质落到漆膜上造成的,这种缩孔在中间位置看不出凸起颗粒,正常情况不会露底,直径一般为 0.5 ~ 3 mm。此类缩孔一般发生在电泳漆漆膜固化之前,若在固化之后则一般只会形成油斑或极浅的凹陷,比较容易处理。
这一类缩孔是由外界低表面张力的固体物质(如颗粒、纤维),落在电泳漆湿膜表面造成,这种缩孔的特点是在缩孔中间位置可见颗粒、纤维等异物。
槽液缩孔是指槽液被设备、环境或者工件所带的油污或硅酮类物质所污染,经过较长时间的积累造成的槽液本身的缩孔问题。此类缩孔必定伴随油污型缩孔出现,其外观类似,可通过现场更换除油滤袋进行过滤从而得到解决。
这种缩孔是因为有溶剂气泡、泡沫等堆积在电泳漆湿膜表面,进入烘房前未完成冲刷消泡,经烘烤后形成,或者工件在电泳成膜过程中受其表面产生的气体影响而产生气泡型露底缩孔,一般出现在工件的下水平面。
2019 年 11 月某主机厂涂装车间 A 车型试生产以来,每台电泳车身前盖内表面和后背门内表面固定位置都会出现较为密集的缩孔,通过现场分析调研,发现缩孔位置固定,排除油污带来污染而导致的缩孔,处理缩孔问题每台车增加电泳打磨工时15 min,增加电泳打磨单台辅料用量消耗,缩孔部位经打磨处理后,漆膜变薄或局部无电泳漆膜,影响整车抗腐蚀性能。
该主机厂车身阴极电泳生产线工艺流程如图 1 所示。车身前处理过后,经过阴极电泳线,阴极电泳经过低电压区和高电压区后,完成车身电泳,电泳过后经过 UF1 清洗(喷淋),UF2 清洗(浸洗)和 UF3 清洗(喷淋),3 次 UF 清洗后,车身进入一次纯水洗(喷淋),二次纯水洗(浸洗),清洗完成后进行电泳烘干,最后将烘干后的车身存储在电泳存储区。
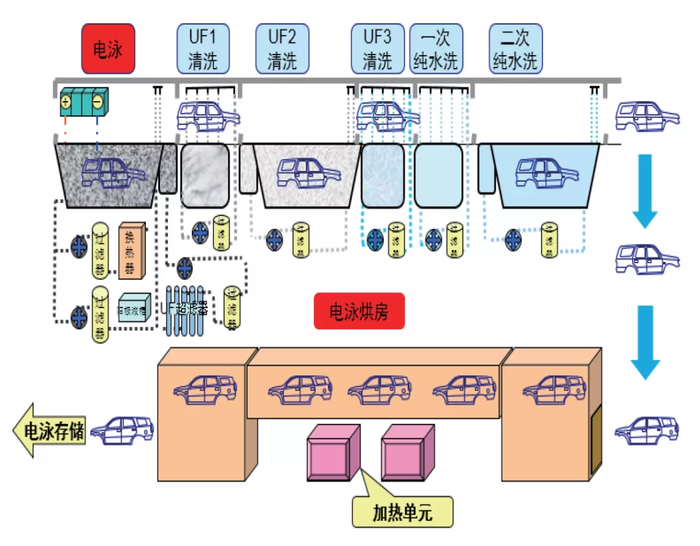
▲图 1 某主机厂车身阴极电泳生产线工艺流程
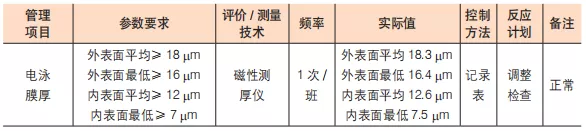
该主机厂使用 PPG(ED7010)电泳漆,电泳工艺参数如表 1 所示,在此参数下电泳膜厚数据如表 2 所示。
▼表 1 调整前电泳槽液及施工参数数据

▼表 2 调整前电泳膜厚数据
从目前槽液参数判断,槽液温度过高,二段电压偏高和槽液电导率偏高可能导致电泳过程反应剧烈,槽液气泡量瞬间释放量过多,而车身局部位置槽液循环较差,导致了局部位置产生气泡缩孔。为了降低电泳反应的剧烈程度,同时保证电泳漆膜的厚度,需要对电泳槽液参数和施工参数进行调整。
槽液参数及施工参数调整如表 3 所示,调整后的电泳膜厚数据如表 4 所示。
▼调整后电泳槽液及施工参数数据

▼表 4 调整后电泳膜厚数据
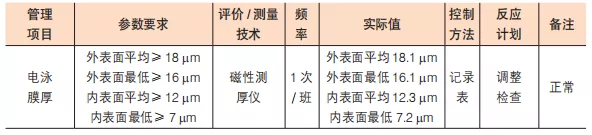
对槽液温度、槽液固体份、槽液电导率、槽液颜基比、有机溶剂含量、施工一段和施工二段电压进行了相应的调整,调整后的电泳膜厚外表面平均 18.1 mm,外表面最低 16.1 mm,内表面平均12.3 mm,内表面最低 7.2 mm,满足控制计划质量要求,但是车身固定位置气泡缩孔现象依然存在。
经过工艺部与设备和油漆厂商分析交流后达成一致意见,调整电泳槽体内部喷嘴的长度,角度,加速前后盖内表面槽液的流动,将电泳过程中产生的氢气及时带走,避免其附着在前后盖内表面,从而达到减少气泡型缩孔的目的。
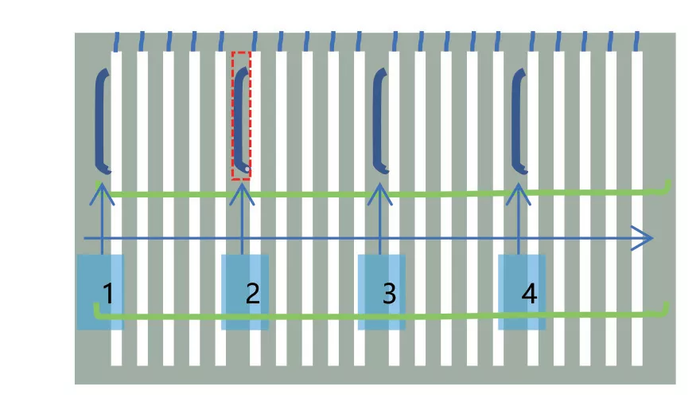
经过车身入槽模拟,比对前后盖内表面缩孔部位,最终将底部第 1 根管路喷嘴整体竖直( 图 2), 第 2 根管路中间4 个喷嘴竖直加长,加长长度40 cm,带走后背门部位气泡,第 5 根管路中间 4 个喷嘴竖直加长,加长长度 40 cm,带走前盖下部气泡,喷嘴加长后与车体底部最小距离大于 10 cm。
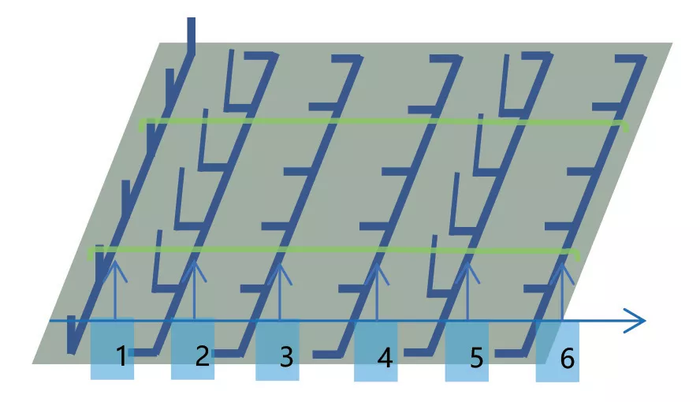
▲图 2 槽体底部管路改造
将左右侧第 2 根管路喷嘴方向调整为垂直车体X 方向(图 3),使回槽后的液体对准后背门撑起的缝隙,带走后背门部位的气泡。
▲图 3 槽体左右侧管路改造(左右对称)
改造完成后,电泳气泡缩孔现象消失,经过 1 周生产跟踪,气泡缩孔现象没有再发生,本次针对电泳气泡缩孔进行的设备改造取得成功,机盖和后背门气泡缩孔部位不需要打磨,消除了作业瓶颈工位,保证了车身的防腐要求。
不论是机械搅拌产生的气泡,还是电泳反应过程产生的气泡,如果气体不能及时从槽液中排出,就容易聚集在车体下水平面产生气泡型缩孔,对于调整槽液参数和施工参数仍不能解决的固定位置的气泡型缩孔。特别是采用葫芦式输送的线体,对槽体内循环管路进行针对性改造,可以有效解决气泡型缩孔现象。














获取更多评论