液压模块阀板加工平面度改进
在自动变速器中,液压模块是实现变速器自动换档的重要部件,其工作介质为具有一定压力的油。阀体是液压模块的主体部分由2 块阀板组成。如果2 块阀板的结合面平面度不合格会对密封性产生不良影响,导致阀体以及阀体与壳体连接面处发生泄漏,使变速器无法正常工作,但是阀板是结构复杂的薄板件,平面度恰恰就是其加工难点。因此,在机加工车间阀板的平面度被作为关键特性来控制。
原加工工艺
1. 工艺流程
阀板(图1)的主要加工内容有:内侧结合面、蓄能器孔、左右侧阀芯孔、外侧结合面、油泵安装孔、小平面及内外侧通孔,上下侧没有加工内容。结合面的平面度是最难控制的关键特性,在精加工工序最后加工。左右侧的阀芯孔直径、圆柱度和垂直度等几何公差精度要求高,但位置度公差精度要求不高,可以在精加工工序加工,也可以在粗加工工序最后加工。
内外侧的通孔精度要求不高,在粗加工工序加工。因此阀板的主要加工工艺流程为:OP10 加工外侧结合面、小平面——OP10 加工左右阀芯孔——OP20 加工内外侧面通孔、油泵安装孔和蓄能器孔——OP20 加工内侧结合面。
2. 工装夹具
夹具设计的重点是减少夹紧变形,实施要点有以下几点:
(1)采用液压夹具,不使用手动夹紧,以免人工夹紧各夹紧点夹紧力不一致,导致变形。
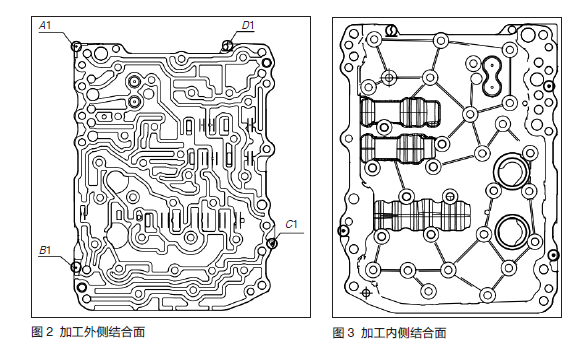
(2)定位面由3 个固定支撑(支撑点1、2、3)和1 个辅助支撑(支撑点4)组成。3 个固定支撑在夹具上装配完成后,整体磨削确保等高。加工外侧结合面和内侧结合面的定位面位置如图2、图3 所示。
(3)辅助支撑采用具有液压自位锁紧的液压支撑缸,确保辅助支撑和固定支撑等高。由于上下面没有加工内容,采用墙板式夹具在卧式加工中心(三轴+ 工作台回转)上可以一次装夹完成三面的加工内容,在墙板上开洞镂空还可以加工第四面的部分孔。较小工件一次可以加装两个,只需要上下错开以免遮挡左右面的加工内容。
3. 刀具
阀板为铝合金压铸件,毛坯精度高、加工余量小,使用PCD 刀具进行快速切削可以提高生产效率和加工质量。结合面比较大、平面度和表面粗糙度质量要求高,为避免产生接刀痕并保证平面度,精加工采用直径大于内侧结合面宽度的PCD 盘铣刀一次走刀完成加工。阀芯孔直径、圆柱度和圆度精度要求高,采用带导条的PCD 铰刀进行精加工。
4. 加工效果
按照上述加工工艺进行阀板小批量试制并用三坐标测量机进行测量,除结合面平面度外,其他加工内容均合格。内侧结合面整个表面的平面度总体较好,有个别达到了公差上限,但有50%左右存在局部平面度(任意100 mm×100 mm 范围内的平面度)不合格的问题。外侧结合面平面度也存在不合格的情况。
影响阀板加工平面度的因素分析
1. 毛坯残余应力
铸件在凝固和冷却过程中由于各部分的冷却速度差异、收缩受阻及组织转变引起体积变化等因素,不可避免地会产生铸造应力。如果铸造应力未得到释放,将会以残余应力的形式保留在铸件内。铸件的残余应力越大,越容易使零件在放置、转运、加工和使用过程产生变形,尺寸精度降低,严重时会发生开裂。
因此,毛坯供应商一般要对毛坯进行消除应力处理。如果毛坯的残余应力过大,应该在加工工艺中进行应力释放。采用粗加工和精加工工序分开的方式,从而使残余应力在粗加工后得到释放。例如,OP10 对大平面进行粗铣,OP20 对大平面进行半精铣和精铣。
在工序中, 先粗加工, 再通过加工中心M 指令调整机床液压系统压力使夹具先松开再夹紧,然后再进行精加工,从而使残余应力得到释放。该方式要求采用液压夹紧,并且要求加工中心具有M 指令调整液压系统压力的功能。
2. 夹具夹紧变形
阀板为薄板件,易发生夹紧变形。影响夹紧变形的因素如下:
(1)过大的夹紧力会使工件在夹紧后产生变形,当加工结束撤除夹紧力后,工件发生回弹,从而得到较差的平面度。因此要采用液压夹具自动夹紧,避免采用夹紧力不易控制的手动夹具。固定支撑点的夹紧力根据切削力选取,浮动支撑点的夹紧力根据切削力及浮动支撑油缸支撑力选取。
(2)夹具主支撑点和夹紧点不重合,产生扭矩,导致工件夹紧变形。
(3)液压夹具的动作顺序不合理,辅助支撑未到位时,主夹紧已动作,导致工件夹紧变形。
3. 工艺系统刚性不足
阀板是薄板件,分布在工件四个角的4 个支撑点不足以保证工艺系统的刚性。切削加工时工件应激振动,影响加工精度。、
工艺改进方案
1. 消除残余应力
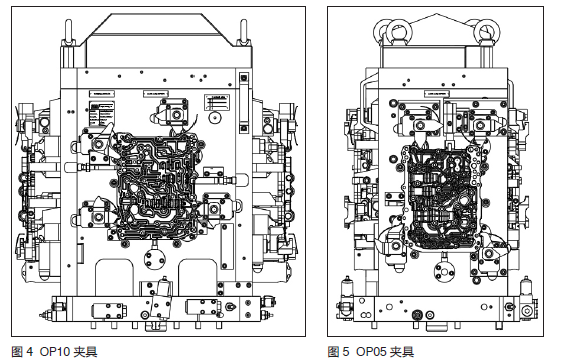
在原粗加工工序增加粗铣内侧结合面的加工内容,达到消除残余应力的目的。由于内侧结合面在OP10 中无法加工到,需要增加一个工序OP05。为了不增加设备,把OP10 的夹具改成塔式夹具,把OP05(图4)和OP10(图5)共夹具,即一次加工2 件OP05 和2 件OP10。在原精加工工序粗铣结合面之后,使夹具松开一下再夹紧,实现二次消除残余应力,该过程可以通过使用加工中心的M指令调整液压夹具夹紧力的方式来实现。
改进前后结合面加工工艺流程对比如下:
改进前,OP20 粗铣——OP20 精铣。改进后,OP05 粗铣——OP20 半精铣——OP20 M 指令调整夹紧力——OP20 精铣。
2. 增加辅助支撑
在原有3 个固定支撑和1 个辅助支撑的基础上,在工件中间位置增加2 个辅助支撑。新增的辅助支撑同样采用具有弹簧和液压自位锁紧的液压支撑缸。
3. 调整夹具动作顺序
液压夹具的夹紧油缸必须在辅助支撑到位抱紧锁死后再动作。可以通过调整各顺序阀的流量来实现动作顺序的调整。
改进前后夹具动作顺序对比如下:
改进前, 气检主支撑是否到位—主夹紧动作—辅助支撑动作—辅助夹紧动作。
改进后, 气检主支撑是否到位—辅助支撑1 到位、抱紧锁死—主夹紧动作—辅助夹紧动作—辅助支撑2、3 动作。
4. 调整支撑块和压板的位置
设计量产夹具时调整支撑块和压板的设计位置,使支撑点和压紧点重合。
5. 通过插补铣改善外侧结合面平面度
实施以上改进措施后,内侧结合面的平面度可以达到要求,但是外侧结合面的平面度仍然有不合格的情况。使用三坐标测量机测量大量工件的平面度,并记录所有测点数据,发现所有工件的变形趋势一致。通常铣削平面的走刀路径只有X、Y 坐标变化,Z 坐标不变,修改铣削加工程序,根据变形规律在走刀路径上对Z向坐标进行补偿,改进后外侧结合面的平面度也达到要求。
结语
通过对阀板加工工艺的改进,生产线量产时结合面平面度精度大大提高,合格率达到了100%。说明对于薄板件的加工,防止夹紧变形是工艺设计的重点。另外,充分利用三坐标测量机的分析软件可快速发现问题点所在。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论