1K 与2K 清漆共线生产喷涂机器人改造 与应用
双组分(2K)清漆喷漆机器人升级改造基于提升车身外观水平,提高漆膜保光性及耐擦洗等性能的需要。现场原有1K 清漆系统需要继续保留并满足使用,同时要求生产线通过改造能实现1K 与2K 清漆共线生产,满足不同车型和不同颜色进行配套使用。在减少设备改动、缩短停产改造周期以及减少投资费用的前提下,对现有涂装生产线进行改造,满足1K、2K 清漆工艺共线生产的需要。
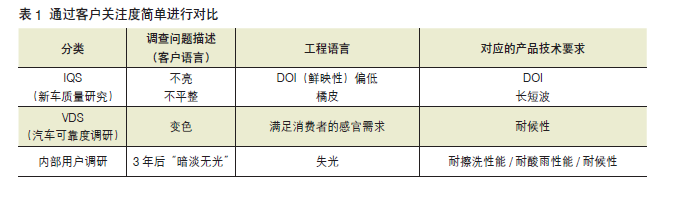
油漆质量和客户关注度
汽车的油漆首要作用就是保护车身防腐防锈,其次一辆汽车的品质也能从油漆中反映,一辆好车的关注度主要先从视觉体现。衡量汽车油漆的质量主要从油漆的均匀程度、亮度及硬度体现,总的来讲从客户的角度重点关注的是油漆外观及性能(表1)。其中与1K 清漆相比,双组分2K 清漆的优势主要就体现在外观、施工性及性能等方面。
油漆外观、性能对比
1. 油漆外观对比
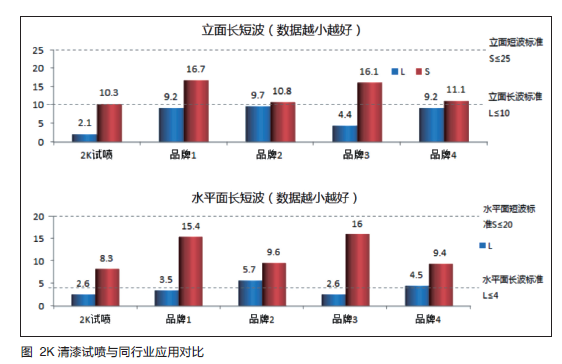
首先通过现场2K 清漆的试喷验证, 对2K清漆与1K 清漆外观和膜厚等数据进行对比与分析,同时结合同行业内2K 清漆应用,得出初步结论:① 2K 清漆在外观数据较1K 清漆上有所提升;② 2K 清漆比1K 清漆膜厚可提升10μm 以上,在饱满度和丰满度上有较大提升。具体如图所示。
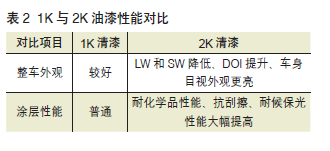
2. 油漆性能对比
与1K 清漆相比,2K 清漆的优势主要体现在外观和性能方面(表2),其次在环保和施工性等方面同样占有优势。
系统改造
1. 输调漆系统改造
此次改造生产线现场清漆系统共有3 套系统,实际生产已有2 套在使用,另1 套还未投料使用。此次规划方案为针对现有2 套清漆系统改造,满足2K 清漆的使用要求。
管路方面:现有管路改造,调漆间到喷漆室之间的主管路不更换,主要更换清漆环喷漆室管路和支管。
2K 工艺要求:每台系统配置配比器具备2 把枪的供漆能力,配比器安装在喷漆室外侧方便操作的位置,按防爆标准做好相应处理,具备2K 与1K 清漆并存正常使用的能力。配比器采用2KS 系列,具备2 套清漆、2套固化剂和2 套清洗溶剂的随机切换功能,同时具备后期扩展能力。配比器设置有远程控制盒,满足一名操作人员在喷漆室内部独立完成洗枪及颜色切换的操作需求,控制盒在喷漆室内部设置有防漆雾污染装置。
2. 机器人系统改造
此次2K 升级改造的范围为清漆12 台RP6 机器人,现场清漆生产线为双线和单线共6 台。目前的12 台清漆机器人需要更换雾化器、法兰盘和旋杯并增加阀导、固化剂计量泵、计量泵电动机以及与新增固化剂匹配的所有气路和油漆管路。
现场改造同步要求实现1K与2K 清漆共线生产,满足不同车型、不同颜色进行配套使用,但需要有最高操作权限才可进行设置,避免不必要的问题发生,一旦设置存在问题将会产生批量质量问题。
单组分1K 与双组分2K工艺差异
双组分2K 喷涂工艺:双组分2K 油漆由固化剂和主剂油漆两种成分混合而成。混合油漆只能在有限的时间(固化时间)内使用。如果超过该时间,则混合后油漆材料开始固化。固化的材料会堵塞喷嘴和管路。此次改造用EcoBell2 喷漆时,固化剂和主剂油漆仅在雾化装置中混合。
在雾化装置中,两个组份将流经一个静态混合器,混合油漆从混合器经喷嘴直接供给至旋杯中,用于混合后油漆的管路极短,便于快速清洁,且油漆损失较少。
单组分1K 喷涂工艺:对于1K 喷涂,涂料仅为单组分,因此无须混合部件,控制固化剂相关的部件也不需要。简单理解来说,就是在单组分1K 油漆喷涂时,固化剂控制部分及相应控制阀支管路无须工作,即可满足单组分1K 喷涂工艺的生产需要。
喷涂工艺验证
除设备改造正常调试和验证工作外,为了更进一步满足工艺和生产需求,现场设备改造后,需要做进一步工艺验证工作。涂装工艺验证是对涂装工艺策划和设计进行验证和确认实现设计要求的过程,包含涂装设备工装工艺验证及涂装专项验证,从开发过程又分为虚拟验证、试制验证、单机验证、联机验证及批量验证等过程。最终油漆外观、性能均达到原有设计指标,但实际过程则是复杂多变的,这其中主要包含油漆缩孔验证、膜厚测试、小批量验证及批量验证等过程所出现的问题及问题排查解决。
作为改造设备本身验证工作同步进行测量,如固化剂和油漆计量泵进行流量标定,对新增加的空气马达转速进行测量,机器人的成型空气进行标定和高压检测等,确保设备在正常误差范围内。另一个特殊验证工作就是单组分1K 与双组分2K 喷涂生产如何满足正常生产需要。为了充分满足生产和工艺选择的灵活性,现场设备需要满足单组分1K、双组分2K 与车型和颜色相互之间可以任意配套进行喷涂,机器人设备可以实现全自动识别和喷涂,这在涂装行业实属首例。
据调研了解,传统涂装工艺普遍采用的是单组分1K 清漆进行配套使用,现紧凑型涂装工艺普遍采用的是双组分2K 清漆配套使用。在此项目实施之前,针对单组分1K 和双组分2K 混线生产理论上是可行的,但在实际应用中未得到验证。
喷涂过程问题
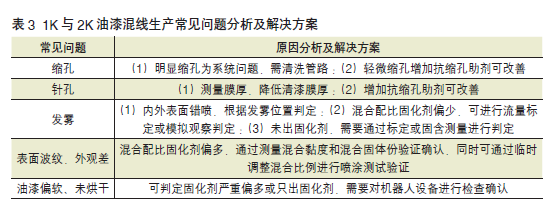
针对此次设备改造完成后,在实际喷涂双组分2K 清漆设备改造及油漆材料验证过程中,也出现了一系列的问题,在此主要就过程调试常见问题、原因分析和解决方案进行简单说明(表3),总结经验,为今后双组分2K 清漆喷涂测试与验证提供参考和依据。1K 和2K 油漆材料如果现场只是单一存在,而不是共线生产,那现场部分问题将不是问题,对于部分问题的存在也将能尽快找到问题根本原因及解决措施。
结语
此次双组分2K 清漆喷涂机器人、输调漆系统升级改造的实施与应用,除了设备改造外,其次还涉及新材料(2K 清漆)的应用,无论是从设备方面还是从工艺优化方面,喷涂作业时同样出现了不少问题。整个项目通过集中停产时间,最终克服喷漆室作业施工安全、时间短和任务量大等难关,在计划周期内完成安装、调试及清洗等工作。通过项目实施及总结,为后序此类项目的改造与实施提供了依据和标准。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论