简析激光钎焊质量影响因素
激光焊接技术从20世纪末开始应用于车身领域,随着技术的发展,激光焊接的优势得到进一步体现,无论在车身的下部、侧围、车门还是顶盖,都可以看到激光焊接技术的应用。
一汽—大众汽车有限公司生产的速腾和迈腾车型,车身都采用了大量激光焊接工艺,焊接长度分别达到29m和42m,不仅减轻了车身重量,而且大大增加了车身强度,为用户提供了更加安全的驾驶环境。
激光钎焊作为一种应用较早、比较普遍的技术,已被多数企业采用,但在实际生产的过程中,钎焊的质量受到多种因素影响,不断改进与提高钎焊质量一直是众人关注的课题,下面以速腾顶盖钎焊为例,具体阐述如何改进钎焊质量。
激光焦点位置的影响
图1中,焊接采用自适应式镜头,调节焊丝的位置,使得焊丝始终处于激光光斑中央。图2中,光斑将焊丝全部覆盖,保证激光将焊丝充分熔化,通常光斑的直径保持在焊丝直径的1.25~1.5倍之间,焊丝都可以得到充分熔化。这也保证了焊接有弧度的顶盖时,焦点在垂直位置产生略微变化的情况下,激光对焊丝的熔化基本没任何影响。一般来讲,在焊接两个钢板时,激光光束的位置应处于两板的缝隙中间,对于速腾顶盖钎焊有些特殊,焊丝处于焊缝中间,光束要略微偏向侧围一些,即此时焊丝的位置也并非处于激光光斑中间,略偏一些。图3中,在接合处侧围钢板的曲率较顶盖要小,当激光光束垂直焊接时,同样宽度的钢板,侧围承受激光的有效面积明显要比顶盖大,为此,将光束偏向侧围,令激光照射区域平均的分布在两部分钢板上,这样就减少了顶盖的热变形,提高了钎焊乃至车身的质量。
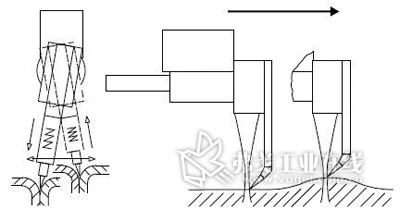
图1 采用自适应式镜头
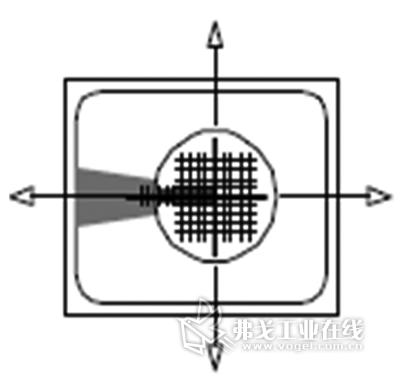
图2 光斑将焊丝全部覆盖
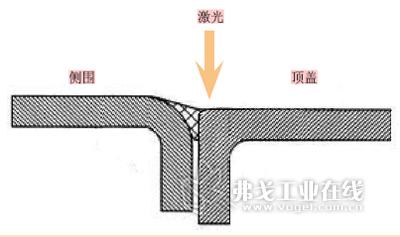
图3 在接合处侧围钢板的曲率较顶盖要小
焊接与送丝速度的影响
钎焊质量的好坏很大程度上取决于焊接与送丝速度,若机器人与送丝机构不能很好地配合,则焊缝无法得到稳定的状态。
焊接速度由机器人行走速度决定,可以通过程序设定,送丝速度由送丝机控制,通常机器人速度保持在35mm/s,送丝速度保持在40mm/s,两者在整个顶盖的焊接过程中会略微变化。为保证焊丝的充分熔化和焊料填充充分,机器人速度不能过快,否则会造成焊缝不饱满,焊料填充横截面无法达到质量要求。若焊接速度过慢,高强度的激光会使焊缝周围区域产生热变形,造成波浪,无法达到质量要求。由于顶盖并非平面,存在一定的曲率,且从顶盖的前部到后部,经过区域的曲率不断改变,机器人在水平方向经过单位长度的距离,在曲率大的部分需要填充的焊丝要略多于曲率小的部分,因此要不断改变送丝速度来配合曲率的变化。
激光功率与热丝电流的影响
激光焊接的最大优势在于其高能量密度,可以将金属瞬间熔化,进行高速焊接。若功率过高,会引起顶盖热变形;功率过低,无法将焊丝熔化。而顶盖又是非常特殊的一个部分,最终的成品车要将顶盖的激光焊缝展现给消费者,若存在一点瑕疵,都会影响整车的美感。因此,顶盖焊接采用2.8kW的低功率焊接,将热变形控制在最小的范围内。如果单用激光进行焊接,无法将焊丝快速、充分熔化,易形成鱼鳞状焊缝。为了消除此问题,需要热丝电流来配合,即在焊接的同时通过送丝机构对焊丝进行预热,加快焊丝充分熔化。当白车身进入焊接工位,车身通过车身夹具与大地相连,送丝机提供一个相当大的电流即热丝电流,由于焊丝与车体物理接触时,产生的电阻较大,所以这部分会产生很大的热量,将焊丝加热。热丝电流控制在80~120A,电流过小,焊丝无法充分熔化;电流过大,产生大量的热会将镀锌层蒸发,使焊缝内产生气泡。因此,激光功率要与热丝电流完全配合才能得到高质量的焊缝。
其他因素的影响
除以上几点外,板材间隙和表面清洁程度均会影响焊接质量。板材间隙是指侧围与顶盖间缝隙的大小,若缝隙太小,熔化的焊丝不能流入缝隙内部,只停留在表层,无法达到焊接强度;缝隙太大,焊料无法将缝隙完全填充,同样不符合质量要求。板材表面的清洁度对于焊接质量同样重要。当工件表面存在油污,激光产生的热量会将油脂沸腾,造成炸点,所以在焊接前需要将工件清洁。
结语
通过以上实例的分析,可以看出影响激光钎焊质量的因素很多,是一项复杂和长期的工作,需要在今后的工作中不断总结经验,改进技术,面对并解决一个又一个新的问题。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖