快速、柔性加工的工艺设计
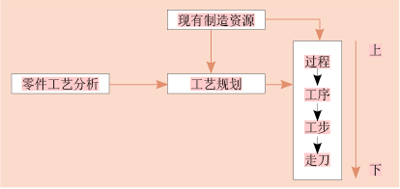
图1 传统工艺规划设计
在进行箱体类零件加工的工艺设计中,整理产品的加工特征,分析研究刀具和夹具并建立模块化数据库,规范工艺规程,可大大缩短工艺周期,提高工艺设计的标准化和质量。
新产品工艺规程设计
工艺设计是为加工零件选择合理的加工方法、加工顺序和工艺装备等,它是新产品研制过程中的重要一环。一个理想的工艺设计可以保证所编制的工艺花费时间短并且适应可靠,从而缩短新产品的研制周期,降低制造成本,提高研制质量。
传统的工艺设计模式如图1所示,首先对产品设计图纸进行零件工艺分析,结合现有可利用的制造资源制定工艺规划和工艺过程,编制工序操作指导卡,详细到每个工步以及每次走刀的具体切削参数。
采用并行工程和逆向思维方式,从工艺设计的底层出发,抽出工艺过程中最本质的表述——以工步为核心,进行工艺设计。如图2所示,首先将产品图纸进行零件工艺分析,整理汇总出新产品的加工特征:包括尺寸精度、位置精度、形位公差、表面粗糙度和产品关键特性,同时按照每个工步的加工要求,进行工艺规划设计,根据现有设备资源和夹具库的模块编制工艺过程草案,根据刀具库的资源配置编制每个加工工步的刀具使用工艺方案。

图2 并行逆向思维的工艺规划设计
工艺规划方案中,为了体现快速、柔性试制新产品,结合公司现有的加工资源,采用工序集中的原则,具体表现为:
1.有定位基准集中加工;
2.有位置精度集中加工;
3.同一方位面上的特征集中加工;
4.同一把刀具集中加工;
5.相同的加工方法集中加工。
在此基础上,遵循先面后孔;先粗后精;特殊孔(诸如小孔、深孔和螺纹孔等)后置加工的原则,工艺规划设计先加工面后加工孔系。
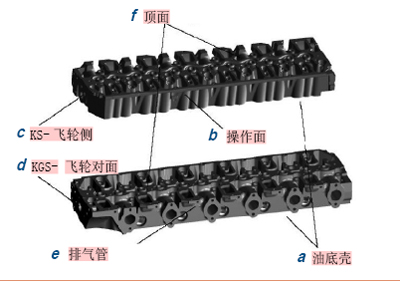
图3 DEUTZ1013气缸盖外形及各面
以新产品DEUTZ1013气缸盖为例,如图3所示,气缸盖的定位基准是底面(a面)上的2个定位销孔和顶面(f面)上的2个定位销孔,在加工中心上全部工序都是以这两个面的定位销孔为加工基准。按照夹具库的资源选择,以底面和2个定位销孔为加工基准,加工两端面(c面和d面)和两侧面(b面和e面)及其孔系,选择平板式夹具(见图4)。
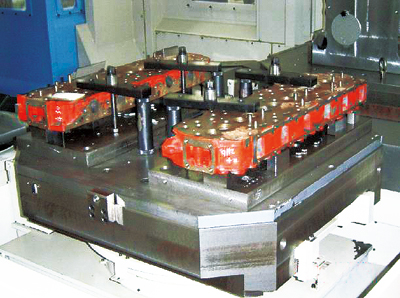
图4 1013气缸盖加工四周面及孔的平板式夹具
以底面和2个定位销孔为加工基准,采用横卧式装夹和竖立式装夹,都可以加工顶面的孔系,但考虑工序集中的原则,优先选择竖立式装夹,因为顶面上不但有直孔还有与缸盖底面夹角的斜孔。如果采用横卧式装夹,则斜孔就不能加工;采用竖立式装夹,只要工作台回转一个角度,斜孔就可以加工了。所以采用竖立式装夹新产品缸盖(见图5),一次装夹就能全部加工顶面的所有孔。气缸盖装夹方式和刀具库建立后,即可编制工序操作指导书。
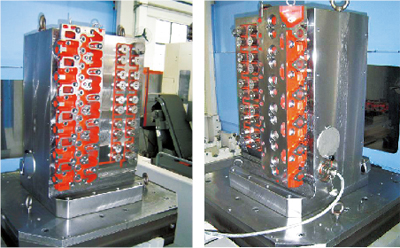
图5 加工1013气缸盖顶面各孔的竖立式夹具
新产品试制过程
工艺方案确定后,进入新产品正式试制阶段。试制过程分为三个阶段:第一阶段是程序调试、工装验证以及刀具工艺参数的调试,因为图纸和实物是有差别的,夹具定位、夹紧;程序编制是否有遗漏;刀具推荐的切削参数是否合理,都要进行验证。如果哪一项不能保证加工质量,那么就必须调整,程序在现场即可调整;夹具不合理也要调整修改;刀具则比较复杂一些,有时就是刀具本身设计不合理,则必须重新设计刀具,如果是切削参数不合理则要分析调整哪一项参数能够改善加工质量,不能盲目地改变切削参数。只有所有项目验证完毕,加工的工件检测合格,达到技术要求,才能试生产,即第二阶段试生产。试生产阶段主要是验证各个方面的稳定性,根据出现的质量及时服务现场,分析问题,找出原因,提出解决问题的方案,马上进行实施,直至加工稳定为止。第三阶段是针对试切加工中出现的问题进行汇总分析,优化工序、简化程序,选择最佳切削参数,为以后的试制和批量生产积累经验。
结语
通过对箱体类零件加工中需要的夹具和刀具进行研究,在工艺设计中对箱体类零件加工需要的夹具和刀具建立模块化数据库(规格、型号和切削参数等),实现工艺规程模块化;建立相对柔性夹具库和数控刀具库,解决自动化小批量生产中夹具和刀具一致性问题,把工艺设计人员从繁琐、重复的生产技术准备中解放出来,大大缩短了工艺设计、技术准备周期,提高了工艺设计的标准化和质量,对快速、柔性的小批量生产箱体类零件,适应市场、客户需求,加快新产品的研制速度有着重要的现实意义。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖