浅谈冷冲头的选材与热处理

材料的强度与韧性以及韧性与耐磨性之间往往此消彼长。因此,在冷冲头的选材与热处理过程中,我们应着重考虑钢的强度、韧性和耐磨性。
#p#大家都知道影响模具寿命的8大基本因素是模具结构设计、模具材料、冷热加工工艺、热处理、研磨、机床的调整与操作、被加工材料的性质与状态、润滑条件及模具的服役环境。盘起工业是一家有着丰富机加工经验的模具标准件生产企业,其模具材料选取的都是进口的优质材料。因此,在考虑冷冲头寿命的问题时,我们只需选对材料、做好热处理即可。
冷冲头的受力分析
对于冷冲头应主要考虑钢的强度、韧性和耐磨性。强度与韧性以及韧性与耐磨性之间往往此消彼长。当主要失效方式是脆性开裂时,可考虑选择强度较低但韧性更好的材料,或制订合理的热处理工艺以改善钢的韧性。从兼顾韧性和耐磨性的角度来看,除了整体合理选材外,亦可考虑在保证韧性的同时采用合理的表面处理以改善模具的耐磨性。
按使用工况,常用的冷冲头可分为三种,即冲裁冲头、冷镦冲头和冷挤压冲头。
冲裁冲头主要受到较小的冲击载荷、较重的摩擦,主要的早期失效方式是磨损,因此选材和热处理时应着重考虑提高其强度和耐磨性,其次才是韧性。
冷镦冲头主要受到很大的冲击载荷和强烈的摩擦,主要的早期失效方式是断裂,因此选材和热处理时应着重考虑提高其韧性,同时结合表面处理改善其耐磨性。
冷挤压冲头主要受到很大的压缩载荷和强烈的摩擦,主要的早期失效方式是压溃和磨损,因此选材和热处理时应着重考虑提高其屈服强度,同时结合表面处理改善其耐磨性。
热处理与材料力学的性能分析
为准确把握常用冲头材料的材质与热处理的关系,我们做了许多的力学性能试验,表中列出了部分数据。分析表中数据:
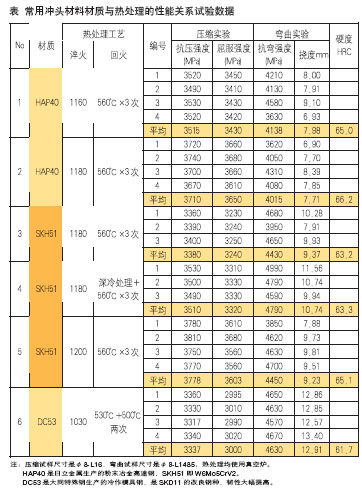
1、 淬火温度的影响
以No1、2为例,当淬火温度提高时,抗压强度和抗压屈服强度都得到较大提高,即强度提高了;但同时抗弯强度和挠度降低了,即韧性略有降低。这是因为提高淬火温度,虽然可以在组织中融入更多的合金元素和碳元素,提高了硬化效果,但也使钢的晶粒长大,使韧性降低。
2、 深冷处理的影响
以No3、4为例,深冷处理同时提高了SKH51的强度和韧性。深冷处理具有改善许多模具钢强度、韧性的现象已得到公认,但其改善机理尚需进一步研究。有文献表明深冷处理过程中,微细碳化物在马氏体的位错线和孪晶面等微观缺陷处析出,并认为这是其改善强韧性的原因。
冷冲头选材与热处理实例
1. 冲孔翻边冲头
某客户生产空调机冷却用铝翅片,原用HAP40材料经1160℃淬火,560℃回火,硬度达到65.5HRC,使用寿命可达1100万次,失效方式为磨损。
分析铝薄膜厚度也就在0.15mm左右,冲击载荷很小,寿命低的主要原因是耐磨性差,应从提高耐磨性着手。遂提高淬火温度为1180℃淬火,仍560℃回火,硬度达到66.5HRC,使用寿命就提高到2000万次以上。
2. 冷镦冲头
某客户使用冷镦模生产自行车用零件,原用SKH51材料经1180℃淬火,560℃回火,硬度达到63HRC,使用寿命只有几千次,失效方式为断裂。
分析这主要是材料韧性不足,便改为韧性更好的DC53经1030℃淬火,530℃回火,硬度为61HRC。考虑到DC53不如SKH51耐磨,又对表面进行PVD镀膜处理,使用寿命就提高到20万次。
3. 冷挤压冲头
某客户使用冷挤压模生产汽车用零件,冲头直径达φ38,原用SKH51材料经1180℃淬火,560℃回火,硬度达到62HRC,在试模时仅压了一次,就被压短了2mm,外径也变粗。经磨细后使用,只用了1000次即告断裂。
经过计算,理论上该冲头工作时所受的压强高达2600MPa,接近SKH51的抗压屈服强度,加上该冲头较粗,由于材料不均或热处理的体积效应原因,很难做到内外均匀一致,导致冲头的抗压强度低于理论值。后改用强度更高、均匀性更好的HAP40材料,用1180℃淬火,560℃回火,硬度达到66.5HRC,使用寿命就提高到20000万次以上。
结束语
通过上述介绍,大家可以看出冷冲头的寿命与选材和热处理关系十分密切。要做到正确选择,先要准确分析冲头的受力状况,然后据此分析应选用何种材料。可是用什么力学指标来衡量材料是否适用?这是一个复杂的问题,现在学术界还没有给出一个准确的理论依据,这还需要我们继续摸索。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖