“焊接”汽车转向器
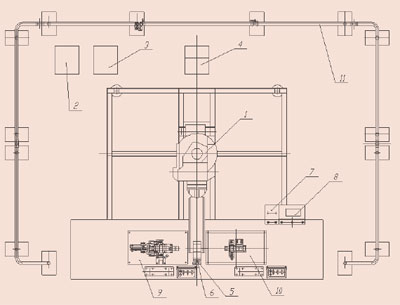
图1 焊接机器人工作站的布局
汽车转向器是汽车的关键零部件之一,其焊接量很大,而且焊接质量要求高。机器人焊接的自动化程度高,在同一个工作站中通过改变机器人示教程序和相应的工装夹具,可以完成不同型号产品的焊接工作,具有较大的柔性。同时,具有工作效率高,焊接后的产品质量稳定,整个系统工作可靠等优点。
汽车转向器是汽车的关键部分之一,它起到传动承载力的作用。转向器支架包括底托管和伸缩管柱等,多采用冲焊结构,因而焊接量大且焊接质量要求高。汽车生产大国如日本、美国和德国等,都是采用机器人完成焊接。机器人焊接自动化程度高,在同一个工作站中通过改变机器人示教程序和相应的工装夹具,可以完成不同型号产品的焊接工作,具有较大的柔性。同时,机器人具有工作效率高,焊接后产品质量稳定,整个系统工作可靠等优点。
国外机器人随着设计技术、制造工艺、基础元件的日趋成熟,价格已由原来的十几万美元一台,降到几万美元一台。价格的降低刺激了市场的需求,市场的扩大又促进了产业的形成,从而进入良性循环。机器人作为一种标准设备被工业界广泛采用,5~6年为一个更换周期。
近期的理论和实践显示:机器人工作站被应用于生产大批量产品的焊接中,类似在汽车工业、摩托车工业、工程机械工业中的复杂零件,用一台或多台机器人在很紧凑的夹具中完成焊接。焊接完成后,由一名操作者立即完成质量检测和控制。
机器人工作站的组成
图1为汽车转向器底托管和伸缩管柱焊接机器人工作站的布局图,本工作站包括机器人1、机器人控制器2、带有控制器接口电路的焊接电源3、送丝机4、焊枪5、焊枪把持器6、防飞溅喷净和焊枪清理器7、剪丝器8、两套工件夹紧定位工作台9、10和机器人安全护栏11。
工件焊接相关的技术要求:底托管和伸缩管柱焊接材料为20、30等低碳钢;焊接板厚度:1.5~2mm厚的钢管与2~4mm钢板角接焊;焊脚高度3mm;二氧化碳气体保护焊。
机器人工作站的工作过程是:工作站由一名操作工人操作,当工人将夹具9上的工件安装、定位、夹紧以后给出安装完成信号,机器人开始对夹具9上的工件进行焊接,在机器人对夹具9上的工件进行焊接的同时工人取下夹具10中焊接完成的工件,并安装上一套等待焊接的工件。当工人将夹具10上的工件安装、定位、夹紧以后给出安装完成信号,机器人焊接完成夹具9上的工件以后检查夹具10上的工件是否安装完成,如果安装完成,将对夹具10中的工件进行焊接,否则,机器人将等待,直到安装完成信号有效。之后,机器人重复上面的工作循环,如此完成人机交互的工作过程。
图2为机器人工作站调试过程中焊接的实际情况,在夹具9和夹具10之间装有安全遮光板,防止在工人操作时,机器人的焊接电弧对其产生影响。通过机器人工作站的使用,生产效率得到提高,工人的劳动条件获得改善,产品质量得到保证。此外,零件的准备和处理情况也会影响整个生产效率和机器人的等待时间,为了提高机器人的利用率,应该正确处理焊缝长度和零件装夹定位的关系。良好的工件毛胚质量和合理的工装夹具是大幅度提高机器人焊接工作站生产效率、防止停机和减少机器人等待时间的基本前提。

图2 工作站调试中
机器人工作站中的主要部件
1、送丝机
熔化极气体保护焊接工艺已经广泛应用于机器人焊接工程,利用建立在连续送进的焊丝和工件之间的电弧,焊丝熔化并过渡到工件表面,焊接区被保护气体包围以防止空气污染,由此实现被焊接工件的可靠连接。焊丝通过焊枪电缆组的时候,焊丝拉拔过程中的混合物粒子、毛刺、脱离的镀层铜可能阻塞送丝管,造成送丝不稳定。导电嘴内的微弧和磨损造成送丝不规则和粘丝,由此可能导致电弧回烧焊丝,熔化在导电嘴的末端。所以,送丝机能够可靠稳定的工作是至关重要的。
2、焊枪把持器
碰撞-检测-适应型焊枪把持器把焊枪把持在机器人上。对现代焊枪把持器的要求是:尺寸小、重量轻、复位精度高、制造精确度高及大的偏移范围。当更换一个焊枪把持器的时候,焊枪的TCP点必须保持不变,机器人不需要重新示教。在任何碰撞发生的时候,焊枪把持器应立即给机器人控制器信号停机,同时提供足够的容许偏移量以防止焊枪损坏。新一代弧焊机器人的移动速度更快,焊枪把持器宽的偏移范围现在显得更加重要。复位到正确的TCP点越简单越好。一旦复位,焊枪应该精确地回到碰撞前的位置。
3、机器人焊枪
机器人焊枪电缆组应该用高柔韧性的材料制造以抵抗机器人连续的、有时速度很高的突然运动和弯曲。导丝管应该设计为在最弯曲的情况下也能为焊丝提供顺畅的通道。电缆组外皮必须能抵抗超声波辐射和磨损。机器人焊枪电缆组有内置控制电缆和开关,允许点动送丝功能和连接焊枪把持器的碰撞传感器开关。
高负载持续率的焊接要求焊枪在所需电流下能达到100%的负载持续率,焊丝伸出长度、气体种类、接头形式、电流、电压、熔滴过渡形式和温度梯度都对焊枪受热情况产生影响。当小电流、低负载持续率焊接时,空冷枪可以提供满意的效果。但更高的燃弧周期要求使用水冷枪。水冷枪在大电流时温度较低,停止焊接时能更快的冷却下来——这对于更换导电嘴和手工清理喷嘴非常有利。而且喷嘴和导电嘴在焊接时保持较低的温度,导电效果好,导电嘴寿命长,还有助于防止飞溅粘在喷嘴上。
机器人焊枪的喷嘴通常是用铜制造的,应该电镀以阻止飞溅附着。喷嘴座应该提供导热良好的表面,以保持喷嘴是凉的。通过水流通道或者保护气体直接吹过枪颈内管特殊构造的换热凹槽来冷却导电嘴。
导电嘴可以用电解铜或者铜-铬-锆合金生产。绝大部分导电嘴的磨损是由于微弧,磨擦是次要的原因。电解铜导电嘴使微弧最少,但是材质较软,铜-铬-锆导电嘴更容易抵抗摩擦磨损。镀铜的钢焊丝提供良好的导电能力从而可以使导电嘴寿命更长。
4、防飞溅喷净器
机器人电弧焊枪设计时允许气喷净设备清洁喷嘴,气喷净设备带或者不带向喷嘴内喷防飞溅液体的注射器。气净法清理硬的粘在喷嘴上的飞溅效果不好,但是清理疏松的飞溅集聚物很快,而且在两次焊接之间,不需要延长机器人的工作周期。另一个优点是气喷净法冷却焊枪,有助于防止飞溅熔化在喷嘴上。
选用气喷净化设备的时候,要确认焊枪的设计允许大流量的压缩空气通过喷嘴。一条额外的气管插在焊枪电缆组内,尽可能靠近焊枪喷嘴,一个止回阀阻止高压空气流回气管到达气体调节器,应该使用清洁、干燥、大约在6-8bar的压缩空气。经过大的汽水闸的车间压缩空气通常是令人满意的,但是为了获得更好的效果,应该使用气瓶。
5、焊枪清理器
机械式焊枪清理器有很多设计方案可供选择,一些制造商生产出了气动的、锤击的、电机驱动旋转弹簧的或者刀型的,选择焊枪清理器的时候,考虑清理周期所需的时间和系统安全性很重要,应考虑的因素包括:
□ 机器人按程序启动清理周期时,是否安全互锁,防止机器人在清理过程中动作;
□ 如果机器人在清理结束之前动作会产生什么结果;
□ 焊枪清理器清理熔化在喷嘴上的飞溅效果如何;
□ 焊枪清理器能否清理直至喷嘴腔根部出气端口的整个内表面;
□ 潜在损坏焊枪的危险是什么。可靠的焊枪清理器是非常复杂的,它们根据所选用的焊枪特殊设计,与机器人有电联系,清理彻底。
6、剪丝器
现代焊机在停止焊接时在焊丝末端可以不形成小球。细的焊丝末端可以保证下一条焊缝开始时引弧顺利,不过在需要精确引弧或者焊丝伸出长度有要求时需要自动剪丝器。选用自动剪丝器时,要避免选用那种钳子型的剪丝器,这种剪丝器在使用时间较长时切边有槽口,可能把焊丝弄弯,在电弧引燃和寻找焊缝位置时会产生问题。为此,剪刀型剪丝器随后出现了,剪丝时可以把焊丝夹紧,而且更耐用。
结语
发展汽车工业需要保证汽车零部件的产品质量稳定可靠,采用机器人焊接是保证产品质量的重要手段。机器人工作站中各主要部件稳定可靠的工作是发挥机器人效率的前提,应该得到各应用厂家的重视。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖