适用于薄板焊接的电弧焊接设备
从20多年前逆变控制方式的焊接电源登场以来,其性能的进步与汽车薄板焊接质量的改善可以说是同步发展的。今后,随着汽车制造业对成本及焊接质量要求的不断提高,焊接电源的供应商必须努力开发更新的控制方式,以适应汽车行业的迅速发展。
适用于薄板工件的焊接电源发展动向
为了节约能源,保护环境,近年来,以汽车为主的运输工具不断向着轻量化的方向发展,薄板焊接的应用也随之不断增多,同时,薄板焊接技术也面临着一些挑战,主要有如下几方面:
● 针对复杂的焊道形状,电镀钢板以及铝合金等不利于焊接的材料能否实现稳定的电弧并减少飞溅、防止气孔和裂纹等现象的出现;
● 对于板同厚或更大的间隙,能否保证不焊穿、不焊透;
● 满足上述两个条件的同时,是否能够实现高效率的焊接。
● 与电弧稳定性相关的包含极点举动的放电现象
● 与飞溅现象相关的焊丝消耗和熔滴过渡现象
● 与焊透、气孔和裂纹相关的包含焊道凝固后成型的熔池现象
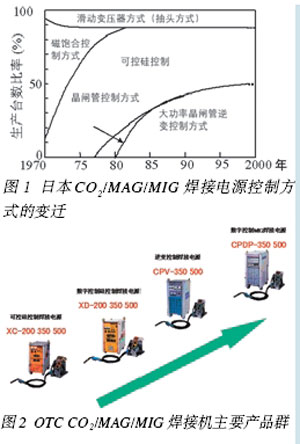
随着焊接电源控制方式的发展,在全球范围内,可以直接控制的对象范围在不断扩大。以日本焊接电源控制方式的发展为例,图1为其CO2/MAG/MIG焊接电源控制方式的普及状况,从图中可以看出,目前以自动焊机和机器人为中心,逆变控制方式所占的市场比例几乎达到了全部控制方式的50%。这个比例中的大部分主要应用于汽车构造工件的焊接当中,而且,逆变控制焊接电源的滑动变压器大约有12%~38%为可控硅控制。最近几年,这样的比例几乎没有发生什么变化,这说明根据用途不同,焊接电源的适用范围有着明显的区分。在中国,最近几年可控硅控制的焊接电源有了很大的飞跃,可是由于逆变焊接电源的价格昂贵,对使用环境的要求等问题(如输入电压不稳定等),普及率还远低于日本,但是,放眼未来,可控硅控制的焊接电源必将是一个发展趋势。
焊接电源的最新技术
在焊接电源的控制方面,为了满足用户的各种需求,焊接电源的供应商们都在不断地开发着领导时代的最新技术。作为世界级的焊机专业公司,日本OTC公司同样不遗余力。图2所示为OTC的CO2/MAG/MIG焊接电源主要机型。
1、CO2/MAG焊接电源
逆变控制焊接电源以自动化焊机和焊接机器人为主,在半自动焊接方面也得到了广泛的应用。逆变控制焊接电源自从20多年前登场以来,利用其高速控制的特性,在减少飞溅、提高电弧稳定性、实现高速焊接等焊接性能方面都有了显著的进步。现在在日本,逆变控制焊接电源已经成为CO2/MAG焊接电源的主流。
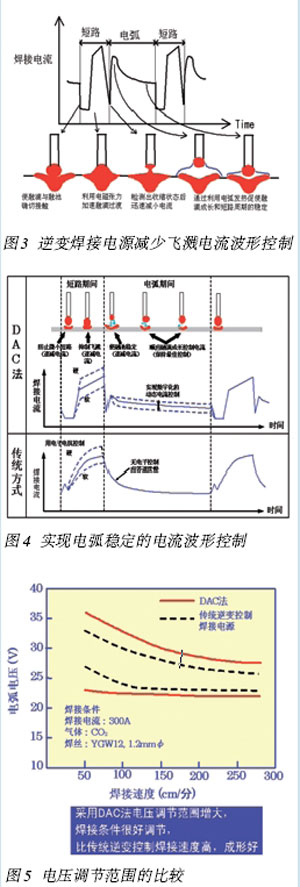
图3介绍了OTC研究开发的逆变控制CO2/MAG焊接电源CPV350/500针对短路过渡电弧的波形控制。焊接电源在检测出焊丝尖端的熔滴与熔池短路时,能迅速将焊接电流急速减小,使其电流值保持小电流,从而使熔滴与熔池的接触处于确定的状态;然后增加电流值,利用电流突然上升而产生的磁力促使熔滴过渡;之后,当检测出熔滴与焊丝之间的联接很细的状态时,再次急速减小电流,使其在再次产生电弧时电流处于小电流,从而抑制飞溅的发生;电弧一旦发生,对焊接电源的外部特性进行最佳控制,使熔滴顺利形成的同时,实现最佳弧长。
OTC最新开发出的数字控制焊接电源通过将微电脑装载在焊接电源电路中,可以更精密地控制复杂的焊接现象,使焊接性能得到了更进一步的提高。图4介绍了数字控制焊接电源对电流波形进行的高速控制,这种电流波形控制法通过控制电流上升角度对短路电流进行控制,主要对两个阶段的电流进行控制:一是防止短路期间微小短路发生,使短路处于确定状态的瞬间抑制电流,二是使短路后顺利进行熔滴的过渡,抑制飞溅发生的电流。
为了极力抑制电弧期间微小短路的发生,减少熔池表面的震动,在电弧复归后急速减小焊接电流,根据熔滴成长状况,瞬间进行电流增减的控制。利用这种控制方式,即使像大粒熔滴过渡那样不稳定的熔滴过渡电流区域,也能实现减少飞溅稳定电弧的焊接。
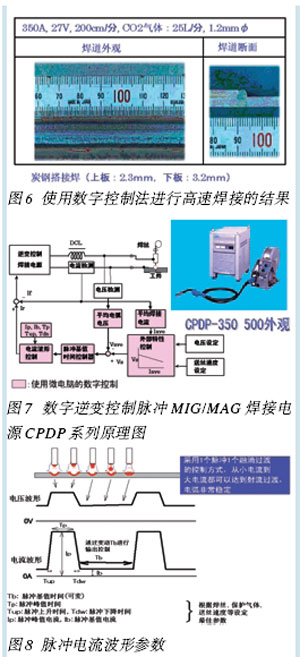
通过图4的控制方法进行稳定焊接的电压范围比OTC公司现有的逆变控制焊接电源要宽2倍(如图5所示)。另外,现有逆变焊接电源的使用,焊接速度为1.0~1.2m/min,此时电源的调节范围为5~6V,而上述焊接方法在2m/min以上还可以保持6~7V的电压调节范围。图6为使用CO2焊接法进行板厚2.3m和3.2m的重叠焊接时(焊接速度为2m/min)的焊道外观和横断面熔深形状。从照片上可以看出,尽管进行如此高速的焊接,也可以获得良好的焊道。
2、脉冲MIG/MAG焊接电源
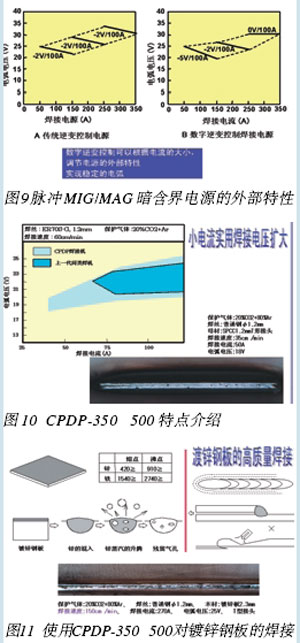
OTC在开发了上述数字控制CO2/MAG焊接电源的同时,还开发了数字控制脉冲MIG/MAG焊接电源CPDP350 500。图7为CPDP系列焊接电源的控制原理和外形照片,CPDP系列焊接电源由于波形采用了数字控制,脉冲波形的各种参数从微电脑的数据库中读取,可实现最佳值的控制。另外,这些参数也可以通过人工简单地实现更加细致的调节,所以,当气体的种类发生变化或是使用特种焊丝时,都可以对应。图8为其脉冲控制波形和熔滴过渡原理,在脉冲峰值期间,由于脉冲电流所产生的磁力使熔滴与焊丝之间联结变细,所以当脉冲电流向基值电流过渡时,熔滴发生过渡。为了实现1个脉冲1个熔滴过渡的控制,必须使焊接电流波形的各个参数达到最佳值。
焊枪的高度(干伸长)和送丝速度的变动所引起的弧长变化需要一致。通常这种控制是通过焊接电源的外部特性(恒电压特性)进行控制的,可是,如图9-A所示,传统的焊接电源的外部特性的角度只能有1种,所以,根据焊接电流不同,会出现不是最佳值的状况。而CPDP系列焊接电源(如图9-B所示)外部特性的角度根据焊接电流不同可以实现最佳值,即使在小电流区域也可以实现不受外乱干扰稳定的焊接电弧,这使得小电流领域的电弧稳定性得到扩大,可以实现对薄板的焊接(如图10所示)。
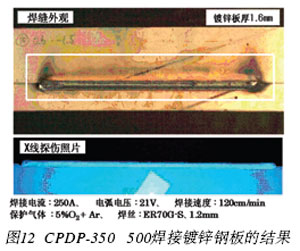
目前,在汽车行业中,镀锌钢板使用的越来越多,由于锌的熔点为420℃,比铁的溶点1540℃要低很多,因此使用传统的焊接电源焊接镀锌钢板时,由于焊接电弧的热量所产生锌的蒸发,会造成电弧紊乱,从而使焊道产生缺陷,产生大量的气孔,无法实现正常的焊接。采用CPDP系列焊接电源,各种数字控制技术的采用使其电压调节范围非常大,可以在加大弧长的情况下保持稳定的电弧,锌的蒸发不会使电弧产生紊乱,另外,由于脉冲焊接对熔池有搅拌作用,可将气体排出熔池,所以,即使是镀锌钢板也可以实现良好的焊道(如图11所示)。图12为使用CPDP系列焊接镀锌钢板的焊道,从照片上可以看出,焊道良好而且没有气孔。
以上介绍的是OTC的CO2/MAG/MIG焊接电源,今后,随着汽车制造业对成本及焊接质量要求的不断提高,更新的焊接电源控制方式必将不断涌现,以更好地适应汽车工业的迅速发展。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖