薄镀层板材的电弧钎焊

大量的镀锌薄板材用于汽车制造,而镀锌板材的焊接一直是一个困扰着工程技术人员的难题,现在,这些问题已成为过去,一种创新技术——MIG电弧钎焊在实际应用中已取得了巨大的成功,被越来越多的汽车制造业企业用在重要部件的焊装工艺中。
近年来带镀层的板材(如镀锌板)在工业中应用增多,镀锌板和铝、镁同作为最具前景的材料而越来越受到人们的重视。然而,镀锌板材如何有效地焊接一直是一个困扰着工程技术人员的难题,因为锌的熔点约为420℃,挥发温度为908℃,普通熔焊的高温电弧(约3000℃~4000℃)必然会使其大量蒸发,这不仅容易导致各种焊接缺陷,而且破坏了锌层的抗腐蚀功能。现在,这些问题已成为过去,这得感谢FRONIUS公司研制的创新技术——MIG电弧钎焊。
MIG电弧钎焊从某种意义上说也属于熔化极气体保护焊(MAG),它采用低熔点的铜基焊丝代替碳钢焊丝,焊接时热输入量低,母材不会熔化,同时锌的蒸发降至最低,提高了焊缝的抗腐蚀性能(铜基焊缝也耐腐蚀),从而确保了镀锌板的焊接更好、更有效。
MIG电弧钎焊在工业实际应用中已取得巨大的成功,许多汽车制造业企业都越来越多地应用铜基焊丝焊接生产重要部件。近来,MIG钎焊还用来焊接非镀层板(如合金钢、非合金钢、不锈钢、铜),同样获得了良好的效果。
镀锌板材的MIG钎焊
随着现代工业的发展,应用抗腐蚀镀层板材的领域越来越广,大量镀锌薄板材用于汽车制造(图1)、冷藏箱、建筑等领域。
受熔点和挥发温度的影响,镀锌板材的焊接过程中,锌的挥发和氧化会导致气孔、未熔合及裂纹甚至影响电弧稳定性,因此焊接镀锌板材最好的方法是减少热输入量。
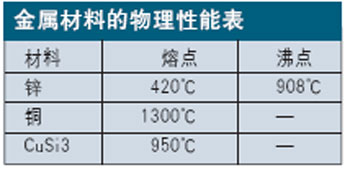
还有一种可行的方法是用钎焊材料来焊接镀锌板,最常用的焊丝是铜硅合金(如CuSi3)和铜铝合金。由于这些焊丝中铜的含量高,熔点相对降低(大约1000℃~1800℃,由合金成份决定),这个温度下母材还未熔化,这样的接头实际上是钎焊头。通常推荐使用的保护气是氩气(Ar),然而实验证明,CuSi3也可用含少量O2或CO2的混合气体作保护气,这样电弧的稳定性更好。以上金属材料的物理性能见下表。
用MIG电弧钎焊有以下优点:焊缝无腐蚀、飞溅很少、镀锌层烧损少、焊缝易机械加工、近缝区可受到阴极保护等。
填充金属
下列铜合金可作为电弧钎焊镀锌板材的焊丝:A202M(SG-CuSi3,材料号2.1461)、A207M(SG-CuSi2Mn,材料号2.522,非标准)、A2115/8M(SG-CuAL8,材料号2.0921)。

实际工作中,CuSi3焊丝应用最广泛,它的优点是焊缝硬度低,焊后机加工容易。焊丝的流动性能很大程度上取决于硅的含量,硅含量越高,熔池流动性越好,这可以满足小间隙的接头。
A207M焊丝也可以用来焊接镀锌板,焊丝中含1%M n,主要是为了提高焊缝的硬度,但焊后焊缝加工相对困难些,所以这种焊丝主要用在焊后无需处理的场合。
CuAl8焊丝主要用来焊接包铝板钢材,此外,很多铜合金也可作钎焊焊丝,如A216M(SG-CuAl8Ni2)、A200SM(SG-CuSn)、A203/6M(SG-CuSn6)等。
短路过渡和喷射过渡
厚的镀锌层(15μm以上)在焊接时会产生大量锌蒸汽从而影响焊接的稳定性,因此最好采用短弧的短路过渡或喷射过渡,短弧长可使电弧更加稳定。基于以上原因,对焊接电源及其控制特性就有很严格的要求。
脉冲电弧
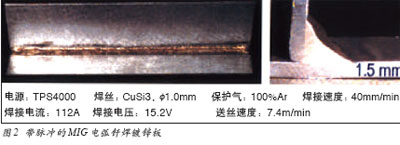
在富氩保护气环境焊接时,通过选择合适的基值和峰值电流参数可以控制短路过渡,选择到最佳的参数时,恰好每个脉冲使一粒金属熔滴从焊丝上脱离。Fronius公司研究人员还发现,对于不同的填充金属和保护气体必须有不同的脉冲波形。带脉冲的MIG电弧钎焊镀锌板结果见图2。
为了尽量减少镀锌的挥发,必须采用低能量的MIG电弧钎焊,这就要求电源在低功率下能提供特别稳定的电弧。如果有很灵敏的弧长反馈控制,就可在很低的基值电流下保持稳定的短弧。
当焊丝干伸长(导电嘴与电弧之间的焊丝长度)发生变化,而实际工作环境要求其不产生飞溅时,就要求确保控制金属过渡形式为“每个脉冲产生一个熔滴”。
总之,低的热输入量可减少锌的挥发,从而降低气孔率,提高接头强度,也有利于焊缝的机械加工(如打磨)。
协同操作
要获得好的焊缝,还要求焊接电源提供灵活的参数选择,众多型号的焊丝在脉冲焊时有很好的过渡形式也要求有大量连续可调的参数(约30个参数),然而这么多的参数调节使得电源操作起来非常麻烦,只有少数专家才能使用,因此,应该将各种焊丝及其对应的保护气所需的焊接参数预先程序化,这样就可以协同操作,使焊机对每个焊工来说都很容易使用。实际上,对于各种不同的母材,焊丝及保护气体所需的最佳参数的选择工作,Fronius公司在设备制造时就已经为用户做好了,这些经验参数都贮存在EPROM存贮模块中,并形成了一个数据库,使用者只需要直接在焊接电源操作面板上选择填充材料就可以了(见图3)。
送丝机
钎焊丝很软,这就对送丝系统提出了一些特殊要求,如送丝时不能有任何损伤,接触压力不能太大等,另一点是要求能够准确顺利地送入导丝管,且导丝管必须是柔性的。Fronius四轮送丝机采用光滑的U型槽送丝轮和柔软耐磨的石墨纤维送丝软管,可实现稳定的送丝。
焊枪倾角
焊枪“前推”(前进方向与倾角相反)进行薄板钎焊,基值电流时的电弧会使前方的镀锌预热到挥发温度,熔滴过渡带来的热量会使少量镀锌层挥发,进入熔池的锌蒸汽在凝固过程中又继续排出,因此焊缝中残留气孔极少,甚至根本没有。焊枪“后拖”(前进方向与倾角方向相同)施焊时,预热效果达不到锌的挥发温度,这就意味着大量锌蒸汽会扩散到熔池中,虽然焊枪的倾角有“后热”作用可延长熔池的凝固时间,但还不足以使大量锌蒸汽从焊缝中逸出,而且逸出的锌蒸汽对于电弧的稳定性的影响大于“前推”施焊。
提高安全性
传统的MAG焊(即CO2气保焊焊)镀锌板产生大量的锌蒸汽,损害操作人员的身体健康。用MIG电弧钎焊焊接,热输入量低焊接烟尘和飞溅大大降低,改善了工作环境。
抗拉强度测试
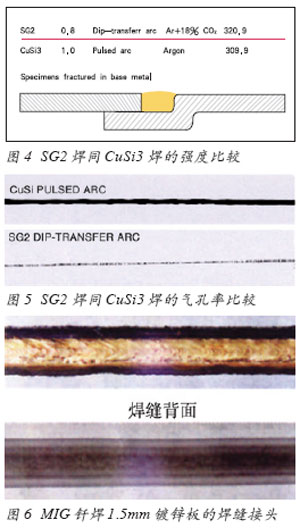
以下是一组不同的填充材料和不同的过渡形式(自由短路过渡和脉冲电弧过渡)得出的静抗拉强度测试:测试前,试样经过X光探伤,正如所预料的那样,用SG2焊的试样,不论是自由短路过渡还是脉冲过渡都含有大量气孔,原因是有锌的大量蒸发,而用CuSi3焊的试样则无气孔,这是因为钎焊温度低,锌挥发得少,气孔少了,抗拉强度就提高了。强度和气孔率比较见图4、图5。
钎焊应用
MIG电弧钎焊可用来焊接低合金钢、非合金钢以及不锈钢,主要用途还是焊接表面有镀层的钢板。它利用焊丝的低熔点及焊接时的低热量输入等特性,减少了工件近缝区及焊缝背面锌的挥发(图6),并且MIG钎焊同MAG焊一样,可以进行各种类型接头及全位置焊接,即使在立向下、立向上和仰焊的情况下也能获得令人满意的效果,焊接速度同样可以达到MAG焊的水平(100cm/min)。
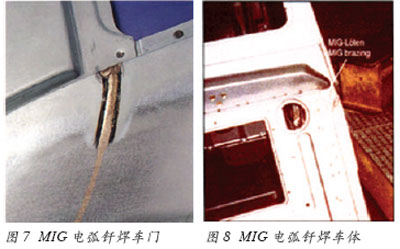
当今,MIG电弧钎焊在汽车及支承结构中已大量实践应用(图7、图8),这是因为用MAG焊焊出的是凸焊缝,这降低了焊缝的抗拉强度,另一方面,用传统的钎焊会使板材产生明显的变形,而MIG电弧钎焊克服了以上两种方法的缺点,焊接时工件输入量低,焊缝又是凹型的。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖