热处理淬火油技术及应用

本文介绍了热处理淬火评估的试验方法,淬火烈度在热处理工艺中的应用,基础油及添加剂在淬火油生产中的重要性及作用,并提出了淬火油的选择原则以及验收和维护方法。
淬火油在钢件热处理过程中占有极其重要的地位,目前仍是应用最广的淬火介质之一。淬火油与其他工业油,如切削油等比较使用条件更苛刻,对热氧化安定性的要求更高。随着石油工业的技术发展,淬火油的发展也取得了长足进步,在一定的热处理过程中理想的淬火油应当具有如下特性:
1. 合理的冷却速度分布,力求在达到最大硬化特性的同时将工件潜在的变形和开裂降至最低;
2. 在钢零件上油渣形成量最小,油渣沉淀最低;
3. 尽可能低的粘度使零件表面带出油量的损失降低;
4. 尽量避免在受热过程中产生酸性物质,防止钢件表面变色;
5. 不含并且在受热过程中不产生对人体健康和环境有害的物质;
6. 废油易于回收处理。
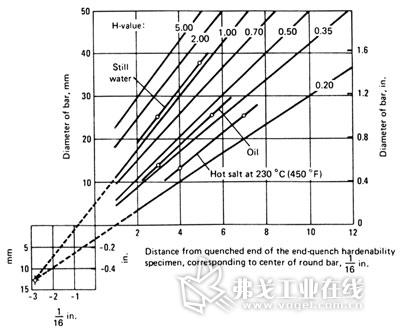
图1 有关钢棒直径、钢的硬化能力以及淬火烈度间的Grossmann(格罗斯曼)图
淬火介质的试验方法
美国金属手册认为:对淬火介质的试验方法可分为两类,即硬化能力(冶金特性)和冷却能力测试(热特性)。这两个试验是不一样的,因硬化特性主要与淬火钢的尺寸、组织和成份有关。也就是说,硬化能力是指在一定的淬火介质搅拌和温度状态下,对给定的材料截面尺寸,淬火钢件能达到规定硬度的能力。
影响淬火硬度的主要因素包括:材料的化学成分、组织以及金属零件的热加工过程;金属零件的截面尺寸、几何形状和表面状态;淬火介质的性质;淬火温度以及温度的空间/时间分布;淬火介质的搅拌、流速以及流速的空间/时间分布。
目前常用的硬化能力试验主要有:末端淬火试验和浸入淬火试验。冷却能力试验主要有:冷却曲线测试、磁性测试、热丝测试和5s测试。在冷却能力试验方法中,目前除了探头冷却曲线测试方法之外,其他方法的共同弱点是无法测定冷却速度在时间上的分布,因而与实际淬火过程相差较远。近几年来,国际上对探头冷却曲线测试方法又在仪器上进行了修改和完善,试图将表面润湿情况考虑进去,这样就有可能更进一步地深入了解和分析淬火冷却过程的真实情况,从而对于冷却介质的性能作更为详细和可靠的判断。
钢的淬火烈度评估和应用
淬火介质汲取热钢件的导热能力通常用H值(淬火烈度)来表示。如果静止水的H值为1.0,油、水以及盐水在不同搅拌程度下的H值见表1。棒料直径、硬化能力(末端淬火距离)以及H值的关系用Grossmann图表示,如图所示。
图2 淬火工件
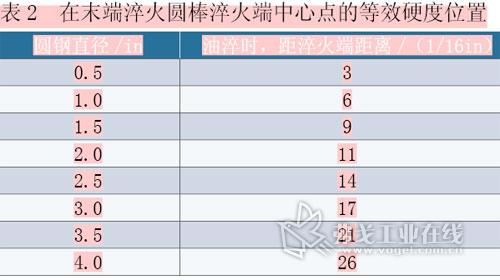
淬火烈度试验实际上就是浸入淬火试验,主要还是对淬火油和冷却槽系统进行鉴定,其具体作法是:对热处理的每台炉子及淬火设备,应首先进行淬火烈度试验。试样是在此设备中待处理钢种的最大圆棒(或当量圆),长度至少是其直径的3倍。试样淬火后,将棒料中心磨光,避免出现回火现象,然后在此截面测试硬度。中心点“淬火状态”的硬度应不低于表2所规定的与试样直径相对应的(距淬火端距离)末端淬火淬透性曲线上的硬度。
举例如下:4340钢淬火烈度试验,确定待处理零件直径为1.5in(1in=25.4mm)。则试样尺寸为:φ1.5×4.5in,热处理后在4.5in长度方向中间切取,测试中心点硬度。根据表2,直径1.5in,距淬火距离为9/16in。然后在4340有关手册查得:4340距淬火端9/16in距离时硬度应为HRC52~60。若测得硬度在HRC52~60范围内,则认为该设备和油冷却槽可处理4340钢最大截面尺寸(当量圆)为1.5in的零件。在国外,成熟的汽车制造企业生产中采用的“淬火烈度”试验是将材料、加热设备、淬火油和淬火槽等要素结合起来,从而也保证了零件热处理的质量要求。
热处理淬火油的基础油和添加剂
1.基础油
基础油是淬火油最主要的成分,按淬火油质量百分含量计算,基础油占淬火油配方的95%以上。因此,基础油质量的优劣直接影响淬火油性能、使用寿命、人体健康与环保等。
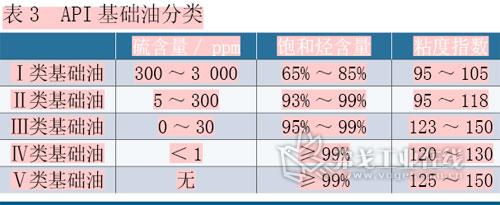
美国石油协会(API 1509)将基础油分为五类(见表3),其中:Ⅰ类为溶剂精制基础油;Ⅱ类和Ⅲ类为加氢制取基础油,具体工艺包括加氢裂化和加氢异构化等,通过现代加氢技术生产的Ⅱ、Ⅲ类基础油几乎无色,所含杂质极低;Ⅳ类为PAO基础油,即聚a-烯烃;Ⅴ类包含不能包括在Ⅰ-Ⅳ类中的其他基础油。
福斯公司淬火油一般选用加氢基础油,具有如下优点:
(1)加氢裂化的基础油其芳烃含量特别低。在天然的润滑油馏分中芳烃是反应性最强的物质,芳烃的氧化将引发链反应,因此,芳烃含量高通常引起低闪点和高的成渣性。成渣将降低热交换效应,转而可能引起零件淬火硬化不足。油泥的增加,在淬火时使用的冷油在热交换时将降低油的流动性。
(2)加氢裂化的基础油纯度高。例如:仅含很少量的杂原子(如硫、氮和氯等),这样淬火油不会污染零件。高质量石腊基础油将使工件呈亮灰色,但如果基础油中硫成分较高将会使工件呈现不可接受的黑色污斑,尤其真空热处理零件表面更不允许油中酸性组分、残碳和水份等使钢着色的重要因素存在。

(3)加氢裂化基础油将油中大分子破裂成小分子,化学稳定性高,抗氧化和热稳定性高,可使淬火油在保持长时间使用情况下,性能指标始终保持在合格范围内。
(4)加氢裂化可改善油品色调,去除臭味,改进紫外线稳定性,去除沥青及其他致癌物。因此,福斯公司淬火油纯净透明,尤其真空淬火油无色透明。“像水一样的油”不仅有益于环保,更有益于长期在热处理一线操作者的身体健康。
2.添加剂
如果不利用现代添加剂技术,淬火油的基础油即使性能再好也满足不了热处理工艺对淬火的全部要求。这其中包括合理的冷速分布、使用寿命要求以及安全要求等。添加剂是某类化学物质,对淬火油而言可提升其某些已有性能,消除不需要的性能或者引入新的性能。添加剂之间的某些相互作用可导致协同效应,采用某些多功能添加剂可减少添加剂相互间干扰的可能性。
对于曾经在行业中流行的片面强调加入添加剂对旧淬火油改造或提升性能的做法,笔者确实不敢苟同。通常淬火油性能变差并非全部是添加剂消耗或降解的结果,也可能由于频繁使用或维护不当使基础油本身发生老化等。此时,加入添加剂即使短时间部分恢复了使用性能,也可能只是短时的“治标不治本”。另外,如果对淬火油原使用添加剂情况不了解,就更不应冒然行事。即使是确实需要加入添加剂时,也最好请原供应商根据产品特点和实际需要来解决。总之,精心设计和优化的添加剂系统,可大大改善和提高淬火油使用性能,但优异的、高使用性能的淬火油配方,亦需要高品质的基础油。福斯公司淬火油使用的高度精制基础油的成功应用突出地诠释了这一论点。
(1)抗氧剂 抗氧剂分为主抗氧剂(自由基清除剂)和副抗氧剂(过氧化物分解剂)。自由基清除剂在链成长过程和活性自由基反应中能成功地与淬火油分子竞争,优先与自由基氧化产物反应,生成稳定的自由基,这些稳定的自由基可终止自动氧化过程的发展。过氧化物分解剂将过氧化物转变成非自由基产物,因而也就能制止链增长反应,从而可最大程度延缓淬火油的氧化。
常用的抗氧剂有酚类(2.6-二叔丁基对甲酚)、芳香胺(烷基化二苯基胺)抗氧剂以及含硫和磷的各类化合物,如:二硫代磷酸锌、三烷基亚磷酸盐等。胺类和酚类抗剂混合使用能产生协同效应。酚类抗氧剂(自由剂清除剂)和亚磷酸盐(过氧化物分解剂)相互组合使用能起协同作用,也被认为是高效抗氧剂,特别适用于加氢处理的基础油。
(2)致冷剂(增速剂) 热处理淬火时,尤其是相对硬化能力较低的钢会出现珠光体,导致出现不可接受的低淬火硬度。因此,在淬火时为避免出现珠光体转变,用一般的油就很难满足要求,这就需要在油中加入多种增加冷却速度的添加剂。
在油中加入增速添加剂提高了油在钢中的湿润性(Wettability),而淬冷却速度随淬火油的湿润性提高而提高。液体在固体表面铺展开的性能即为湿润性,而其湿润程度的量度即为接触角。若固体是亲液的则液体的α<90℃,固体憎液则α>90℃。
增速淬火剂对提高淬火油冷却速度有着显著效果。首先是提高了基础油的湿润性,这个效果的大小由加入的添加剂或添加剂的组合和浓度所决定。同时,添加剂也可影响淬火油的其他性能,如成渣、着色等。这是因为添加剂的作用原理是提高了油在钢表面的湿润性。在使用过程中由于淬火油不断地与炽热的工件接触,所以淬火油中的添加剂将有可能会降解或减少,因此要随时监察淬火油在使用过程中的变化。
(3)光亮剂 金属零件热处理淬火油冷后仍能保持光亮表面,这种淬火油称为光亮淬火油。但要保证零件表面光亮,必须要保证金属零件在热处理加热过程中表面不氧化、不脱碳且无污染。因此光亮淬火油一般被使用在有可控气氛、真空加热条件下的淬火。除此以外,淬火油基础油应不被污染。油中酸值、残碳和水份等都是使钢零件表面着色的重要因素,应使之降至最低。这样在淬火油中加入光亮剂,零件热处理后,方能取得满意的光亮效果。
淬火油光亮剂通常具有清净(除垢)和分散作用,能使淬火油中不溶性燃烧产物处于悬浮状态,还能预防氧化产物附聚成固体颗粒。添加剂中起分散作用的物质将固体污垢物封裹形成胶态分子团,预防烟垢粒子粘附在金属表面上以及附聚成大粒子,从而达到清除金属表面污垢物,达到光亮淬火目的。
热处理淬火油的选择和维护
1.热处理淬火油的选择
(1)热处理淬火油的选择应根据制造零件的材料、尺寸和要求性能等;应使淬火油提供的冷却速度足以保证零件在无开裂情况下,使零件能充分硬化。此外,还应考虑变形、成本等。
(2)依据热处理工艺淬火方法,油的搅拌和冷却、油的使用温度等应选择最适宜的运动粘度以保证热处理淬火零件冷却均匀,清洗更方便、快捷,而油的带出量又最小。
(3)淬火油在使用时必须不会引起着火。油的闪点被用作着火倾向的指示器,具有最大闪点的淬火油可将火灾危险降至最低,这是选择淬火油时必须考虑的。一般油的闪点要高出工作温度80℃。
(4)凡是影响零件光亮度、可能引起设备腐蚀的酸值、残碳及水份等尽可能降至最低。
(5)环境保护与人体健康,废液处理。
2.热处理淬火油的验收
(1)首先应根据标准、技术条件对淬火油的物理化学性能如运动粘度、闪点、水份、酸值等以及相互稳定的其他指标进行验收。
(2)对淬火油所要求的冷却特性如特性温度、特性时间等,或直接要求提供冷却曲线进行验收。
(3)外观检查:加氢基础油其外观均为无色透明。因此用此类基础油制造的淬火油,加之优异的添加剂,那么热处理淬火油应该无悬浮、无沉淀,油色应该清澈透明,福斯公司的真空淬火油就具有完全跟水一样的外观。淬火油外观情况不单单是好看漂亮而已,它至少也可部分地说明淬火油基础油的质量、所使用添加剂的质量,这也为淬火油在验收时提供了简便可行的考虑方法。
3.热处理淬火油的维护
为了保证淬火油在生产中能长期稳定使用,对淬火油及其冷却系统均应进行严格的检查和良好的维护。对使用中的淬火油除了要定期地按要求进行物理化学性能、冷却性能检查外,对淬火油冷却系统的维护也是不可缺少的。由于淬火冷却系统在设计、形状、大小以及淬火方法均可有较大变化,很难对淬火冷却系统建立起标准程序。但一些大型淬火设备典型的维护方法还是可以根据自身生产和管理的情况参照选择执行。
(1) 每天工作:检查淬火槽的油液位线;检查淬火油的使用温度;检查淬火油的油泵及流动情况。
(2) 每周工作:在生产过程中检查淬火油流速;检查油温控制仪及控制装置。
(3) 每月工作:排干淬火油,清除沉渣。
(4) 每半年工作:检查油冷却系统管道及泵;需要时更换油过滤器;检查储存槽中沉渣、水泄漏和总体状况;检查油的污染情况。
对以上检查均应作好记录,记录包括日期、检查项目、问题及采取措施等。
结语
从技术发展的角度来看,有学者曾经比较乐观地预测水溶性聚合物淬火介质将能很快取代淬火油而成为最主要的淬火介质。但长时间的使用结果表明:到目前为止淬火油仍然被热处理行业广泛应用着,换言之,淬火油仍然存在着聚合物淬火介质所不能完全取代的产品优势。淬火油产品技术和应用技术的发展还需要产品供应商和热处理工作者的共同努力去完善。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖