特殊功能——大小齿轮磨削加工

图1 KAPP- KX 300 P齿轮加工中心上的齿轮在线测量
为了满足预留的机器空间所需负荷量的要求,并且有效减少变速器的噪声,有必要对大多数齿轮在齿形淬火后进行精加工。由于齿轮的主要特征不同,比如:模数、齿顶圆直径、齿数、齿宽及由此而产生的不同质量,决定了所采用的工艺流程和淬火后精加工使用的设备具有根本性的差异。
首先要对大、小齿轮进行定义:小齿轮指齿轮模数为1~5mm、齿顶圆为直径50~300mm、齿宽为10~50mm间的齿轮。乘用车变速器里的转换轮为典型的小齿轮。我们把模数超过5mm或齿顶圆直径超过500mm范围的齿轮定义为大齿轮,大齿轮的齿宽大多在100~750mm间。风力发电和造船行业里的变速器齿轮可视为较典型的大齿轮工件。齿轮的质量也是区别大小齿轮的一个重要特征。特别是需要借助吊车才能搬运的工件,将显著延长调试过程、换工件时间和修整时间。小齿轮可以人工搬运,而大齿轮则必须借助吊车才能搬运。

图2 配有传送带或环装载机的KX 300 P齿轮加工中心
准备过程
一般情况下,滚齿加工使用的是毛坯、软材料。 经过淬火处理后,齿轮要达到所要求的质量,原则上讲,要磨削或精铣齿轮上的孔或至少要加工一个面。这个加工任务大多在磨削齿形前完成。如果是大齿轮,此加工也可以在磨齿机上完成。其参考面的质量、实际铣削加工余量及在淬火处理中产生的变形将最终确定待加工的磨削余量和该余量在工件上的分布。
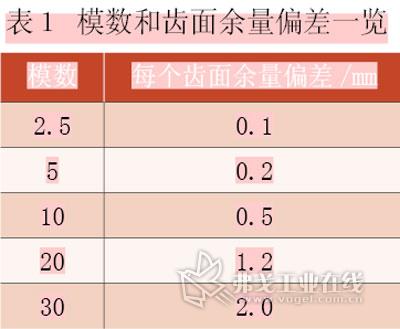
小齿轮每个齿形的铣削余量大约为0.1mm,淬火和孔加工后的同心度偏差大约在50~100mm,累计节距误差也大约在此范围内。齿高和齿宽方向的误差一般情况下小于50mm,由此得出:每个齿面最大的磨削量为0.15mm。工件越大,余量的偏差也就越大,其对应关系见表1,据表1我们可以看到,淬火变形不成比例增大。
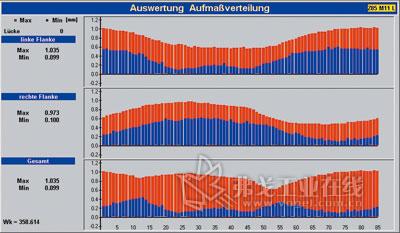
图3 快速测量余量方法
加工过程
典型的汽车转换轮的加工方法,采用可修整蜗杆砂轮进行连续展程磨削。在准备过程中,要带有快速更换工件功能的工件夹紧装置和磨削蜗杆砂轮,同时还要更换金刚石修整轮冷却和润滑系统的喷嘴;使用尾架装置加工时,还要换尾架顶尖。
更换磨削蜗杆砂轮过程以半自动化方式进行,必要时,还要更换装载系统里的夹紧装置。为避免出现误差、保证更换过程以最快速度完成,要根据菜单的提示进行更换。修整轮的找正中心过程以全自动化方式进行。蜗杆砂轮修整后,要先进行试磨削,必要时,还要修整齿形角和齿形线。批量生产过程步骤如下:工件放入机器,插入到夹具芯轴上;定芯,夹紧工件(无需人工操作);对准工件(测定工件同砂轮的最佳旋转位置);工件轴加速到工作转速,同时,砂轮进入起始的工作位置;粗磨、精磨进给;刀具退回,同时制动工件轴;松开工件;取出工件。
上述加工过程可以使用卡帕公司的KAPP KX 300 P齿轮加工中心来完成。该机床对工件轴和刀具轴配有大功率的直驱伺服电动机,此配置能保证连续性展程磨削,可以使用可修整砂轮和无需修整砂轮进行成形磨加工,适合加工小批量的齿轮或磨削带有干扰部位的齿形。由于可以直接在设备里进行在线测量(见图1),大大减少了准备时间。该机床还可以进行斜面齿的加工或带扭曲修整的主动齿轮进行加工。装、卸工作可以人工进行或使用环装载机装卸(见图2)。

图4 NILES ZP 15齿轮-成型磨齿机
由于轿车变速器的齿轮生产需求量较大,所以机床必须具有很高的磨削效率。为此,还可以在旋转台上安装两个工件轴,这样可以明显减少非磨削时间(旋转台旋转节拍属于非磨削时间)。目前,KAPP KX 160 TWIN齿轮加工中心可高速加工最大磨数为5mm的工件。
加工大型齿轮时,主要采用非连续成形磨削的加工工艺。加工时,使用多功能夹紧装置,手控修整工作在此过程中占有很大比重,这一工序在加工大型和重型工件时需要耗费较多时间。为了减少这项工作所耗费的时间,卡帕公司研制出了机械式修整装置(比如:快速修整台)及相应的软件解决方案(比如:装夹偏心度的补偿等),软件解决方案的一大特点是机器配置的测量头能够接触到所要修整的工作面。大型齿轮的生产加工批量很小,有时甚至只加工一个工件,这样就使得工件的成本很高,重复采购需要的时间很长,所以一定要避免加工时出现废品。磨削前,非常重要的一项工作就是要全面了解工件预加工的状态。了解工件的预加工状态可以依靠机器里配置的在线测量装置。以前测量工件预加工状态需要很长的时间,所以只测量齿轮齿的10%。并在此测量的基础上,还需再加上一个安全系数,导致了加工过程中很大的工作量是在进行“无接触空磨削”。如果将这些“无接触空磨削”加以累计,其工作量约占总工作量的30%。

图5 ZP 15磨削头
新研制的快速余量测量法提高了几倍的测量速度。同以往相比,在同一测量时间里能测量出齿轮50%的齿,测量结果见图3。
余量测定后,再进行最佳旋转式找正中心,然后开始实施如下加工过程:批量加工前,先要对第一个工件进行试件磨削(含剩余余量)、对试件进行测量,如有必要,要确定修整值;磨削整个工件;在机器上测量。
在卡帕公司的ZP15机型(见图4)上可以进行上述磨削加工。这种型号机器的旋转台采用静压式,由力矩电动机直接驱动,由于不存在机械性摩擦,因此能长时间地保证最高加工精度。
机器进给轴的进给速度可达12000mm/min。目前显示的结果表明,提高进给速度可获得较高的工件磨削去除率。由于磨削头在加工过程中可以进行旋转,这样就有可能进行旋转台、进给轴、径向轴、正切轴和旋转轴的5轴连动的插补磨削。这种方法适用于扭曲修整较少的齿轮的两个齿面磨削或进行特殊拓扑变形的单齿面磨削。这一磨削头所具有的特点是,可以在正切滑枕上装备两个轴(见图5)。
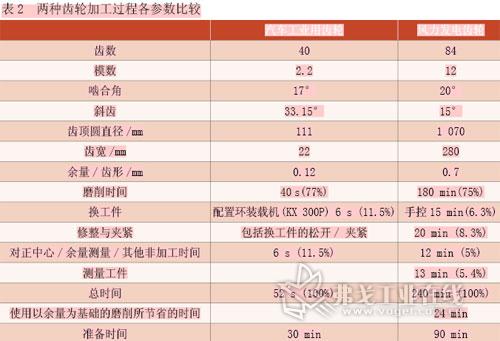
使用该机型可以实现如下选项的加工:在轴1上进行粗加工、并优化了的砂轮(也可以为一套砂轮);在轴2上进行精加工、并优化了的砂轮;一次装夹磨削两个齿轮;使用轴1磨削齿轮,旋转到90°后,使用轴2磨削外圆或磨削平面。表2列举了两种齿轮加工过程的各参数比较。
结语
大齿轮和小齿轮虽然淬火处理后精加工的要求相同,即消除淬火变形、尽量降低加工成本和达到精度及质量要求。但由于齿轮的大小不同、直径不同、淬火后变形程度不同,经验表明,要想达到同样加工结果的工艺也必须具有很大的区别。特别当机器设计结构不同和加工过程不同时,要求必须采用不同的加工方法。小齿轮加工的最主要问题是要减少非有效加工时间,尽可能将加工过程自动化。加工大齿轮的最重要一点是按要求达到的质量标准进行小批量齿轮、甚至只一件齿轮的磨削,并要确保无废品。要达到这一目的, 就要对修整、对正中心、对余量的确定及在机器内部进行测量提出了更高的要求,所选择磨削的过程也要适合其要求。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论