轻型车桥壳焊装工艺的设计
轻型车桥壳焊缝位置
轻型车桥壳焊装线的特点是焊接工艺和加工工艺交叉混合。掌握轻型车桥壳焊装线的工艺特点及设计特点,对提高工艺设计水平、提高产品质量和生产效率,以及改善作业环境至关重要。
轻型车车桥是重要的底盘部件,其产品质量关系到整车的安全性。桥壳是轻型车车桥的重要组成部分,合理的工艺设计不仅能确保桥壳的产品质量,而且能有效提高生产率,改善作业环境。本文仅从焊装工艺设计的角度阐述轻型车桥壳焊装线的工艺设计特点,旨在提高桥壳焊装线设计水平,达到提高产品质量和生产效率,改善作业环境的目的。
轻型车桥壳结构
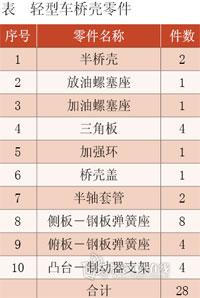
轻型车桥壳主要由两半桥壳、三角补板、加强环、桥壳盖、半轴套管及小件等组焊而成。其中,两半桥壳材质为热轧钢,桥壳盖为冷轧钢,加强环及两半轴套管为45钢。
轻型车桥一般为1~3t级桥,长度大多≤1 800mm,质量约30~40kg。表为典型轻型车桥壳零件。
轻型车桥壳焊装工艺特点
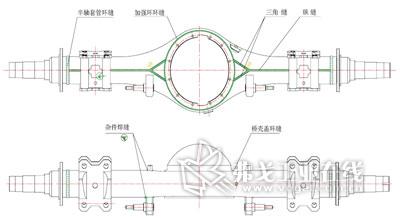
桥壳总成的焊缝包括:纵缝、三角缝、加强环环缝、桥壳盖环缝、半轴套管环缝及其他小件焊缝等。上述焊缝通常采用CO2气体保护焊工艺,根据焊缝的规则程度及产量大小,可以分别采用自动或半自动焊接方法。轻型车桥壳焊缝位置如图所示。
在桥壳焊接生产过程中,还包含机械加工工序,通常采用车床、摇臂钻床、镗铣组合机床、双面镗床及校型压机等加工设备。因此,桥壳焊装线实际上是焊接和机械加工工艺的混合生产线。
轻型车桥壳焊装工艺设计
1.工艺设备选择
桥壳总成上的各环形焊缝一般采用CO2自动焊接专机焊接,包括加强环环缝、桥壳盖环缝及半轴套管环缝等。焊接专机由自动旋转夹具、焊接电源、控制柜、送丝机及焊枪等组成。焊枪固定在枪架上对准焊缝,桥壳随夹具旋转完成环缝焊接。通过调整旋转夹具和焊枪的相对位置,可实现多品种桥壳轮番生产,而且设备投资较低。
上述环形焊缝也可以采用弧焊机器人工作站焊接,该工作站包括:弧焊机器人本体、控制柜、夹具、焊接电源、送丝机及焊枪等。其生产柔性最佳,仅通过切换软件程序即可实现多品种混流生产。然而,其缺点是设备投资较大。
两半轴套管环缝除采用CO2弧焊工艺外,也可以采用摩擦焊工艺,其焊接质量更好、效率更高,但设备投资较大。
桥壳三角缝、直缝、杂件与桥壳本体之间的焊缝焊接时需要焊枪精确移动,易采用弧焊机器人焊接,可实现多品种混流生产。
桥壳盖总成由桥壳盖本体与加油螺塞座组焊而成,可采用CO2焊接专机或CO2半自动焊机焊接。某些轻型车桥壳盖还需要采用固定式点凸焊机焊接线束夹及螺母。
钢板弹簧座总成由侧板、钢板弹簧座、俯板和钢板弹簧座组焊而成,可采用CO2半自动焊机焊接。
在桥壳焊接生产中还需要选用一些经济适用的加工设备完成焊装生产过程中的加工工序。例如,采用普通车床车两半桥壳的端面,采用摇臂钻钻孔及攻螺纹,采用镗铣组合机铣桥壳加强环及桥壳盖装配处平面并镗琵琶孔,采用双面镗床镗桥壳两端内孔,以及采用单柱液压机校直焊后的桥壳等。
桥壳焊接完成后,还需要采用气密试验机检测桥壳焊接总成的密封性,采用抛丸机清除焊渣及氧化皮等。
2.桥壳焊装线工艺流程
典型的轻型车桥壳焊装工艺流程为:车加工桥壳本体两端→钻放油孔及放气孔→攻孔螺纹→焊接放油塞座→装配点固焊两半桥壳及4块三角补板→焊接纵缝及三角缝→铣桥壳加强环及桥壳盖装配处平面并镗琵琶孔→装配点固焊加强环→焊接加强环环缝→装配点固焊桥壳盖→焊接桥壳盖环缝→检查、补焊→镗桥壳两端内孔、车端面并倒角→将两半轴套管压装入桥壳两端并点固焊→焊接两半轴套管环缝→装配点固焊杂件→焊接杂件焊缝→检查、补焊→校直桥壳→气密试验及补焊→外观修整→终检→抛丸清除焊渣及氧化皮→成品存放。
3.桥壳焊装线运输及布置方式
轻型车桥壳质量大多为30~40kg,焊装线工序间可采用曲臂平衡吊和辊道相结合的运输方式。向设备夹具中装入/取出工件采用曲臂平衡吊,工位间运输采用辊道,这种运输线造价低廉且易于操作。
桥壳焊装线通常采用单排布置方式,也就是设备布置在输送线一侧。为使物流短捷顺畅,一道工序通常采用1台设备,这些工序的生产节拍也就决定了桥壳焊装线的生产能力。在设备成单排布置的情况下,轻型车桥壳焊装线的生产能力一般为双班年产3万根。
在多品种混线生产时,为了生产的方便性,个别工序也可以采用2台同类型的设备。例如,桥壳琵琶孔尺寸差别较大时,频繁调整加工设备夹具及刀具很不方便,这种情况下经常采用2台镗铣组合机。
此外,桥壳焊装线也可以采用双排布置方式,即设备布置在输送线两侧,实际上是2条桥壳焊装线共用1条辊道,其生产能力比单排布置方式高1倍。
4.桥壳焊接质量检测
轻型车车桥是重要的底盘部件,其产品质量关系到整车的安全性。桥壳是轻型车车桥的重要组成部分,因此,在桥壳焊装生产中产品质量检测尤为重要。
首先,每道工序的操作者均要自检,目视检查焊缝表面质量,以及加工的尺寸精度,对不合格处进行及时补焊或修正。其次,在专门的检查工序由专职检验员检查焊缝表面质量,采用量尺检验关键的尺寸,对不合格处进行补焊或返回到加工工序修正。焊好的桥壳需进行气密试验,即将桥壳焊接总成的各孔洞用密封夹具密封后,放入水槽中充入压力为0.17~0.25MPa的压缩空气,检查各焊缝是否漏气,若漏气需对漏气处补焊,全部焊缝均不漏气为合格产品。
桥壳焊装线排烟措施
桥壳焊接主要采用CO2气体保护焊接工艺,焊机工作时产生大量的焊接烟尘。为改善车间工作环境,在设计上可以采取多种措施使车间内部的气流合理流动,达到排除焊接烟尘的效果。具体可采取下述措施:
第一,各焊接工位设计局部排烟系统,排烟系统由排烟罩、排烟管路及风机组成。视各工位产生焊烟的多少,排烟风速可设计为30~50m3/min。
第二,经排烟罩抽吸后,仍有部分焊烟散布在车间上部空间,为排除这些悬浮的焊烟,可以补设一些空中的排烟系统,在焊烟浓度较大的高度带设计排烟口。
第三,设计屋顶风机、侧墙轴流风机协助排除散布的焊烟。
第四,桥壳焊接厂房设计全车间送新风系统,送风管道沿厂房柱附设,送风口尽量设在较低的靠近焊接区域的非焊接位置,使新鲜空气向焊接地点流动。
通过采取上述措施,桥壳焊装车间作业环境会有很大改善。
结语
综上所述,轻型车桥壳焊装线的特点是焊接工艺和加工工艺交叉混合。焊接工艺以CO2弧焊工艺为主,根据焊缝的规则程度可以分别采用焊接专机、弧焊机器人及手工焊接;加工工艺主要采用通用加工设备及部分加工专机。根据年产量的大小,桥壳焊装线可以布置成单排或双排。此外,在设计中应充分考虑采用各种排烟措施,保证良好的工作环境,满足安全卫生要求。掌握轻型车桥壳焊装线的工艺和设计特点,对提高工艺设计水平、提高产品质量和生产效率,以及改善作业环境至关重要。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖