汽车行业焊接节能浅析
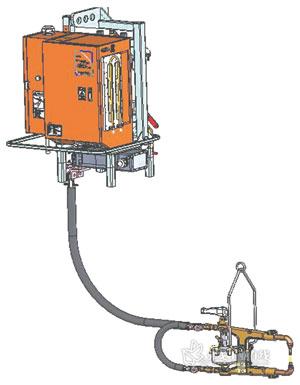
图1 分体式焊机焊钳
焊接工序中,为节约能源需要从焊接设备、焊接工艺和白车身轻量化等方面考虑,最大程度地有效利用能源。在焊接设备方面,中频逆变焊接与一体化焊钳的应用可以大大降低能耗。
在汽车制造过程中,车身组装部门消耗的能源占全部能耗的6%~7%,其中大部分是电力,仅焊接工序直接耗电量就占总耗电量的2%~3%。如今,焊接节能的重要性越来越为人们重视,如何高效地利用能源,成为汽车厂迫切需要解决的问题。
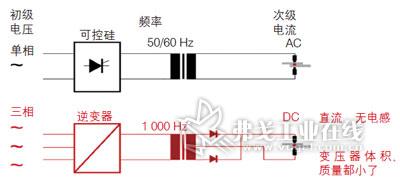
图2 工频交流与中频逆变直流焊接原理图比较
焊接设备
一款白车身上有3000~4000个焊点,这些焊点采用交流电阻焊机进行焊接,国内多数汽车厂采用分体式焊机加分体式焊钳的组合形式(见图1)。多年来,交流电阻焊机为制造业做出了杰出的贡献,但在能源日趋紧张的今天,它高能耗的缺点越来越明显。为了提高能源利用率,焊接专家和焊接设备厂家相继研究出了中频焊机(又称逆变电阻焊机)和一体式焊钳。
1.中频焊机
相对于电阻焊交流机,中频焊机采用不同的控制系统,输出恒定电流。下面对电阻焊交流机和中频焊机的控制系统进行介绍。
工频交流电阻焊控制电源:采用反向并联的两晶闸管与焊接变压器的初级绕组串联后接入电网,利用触发控制装置,使两晶闸管分别在交流电的正负半周期通电源。改变晶闸管的导通角,便可实现对焊接变压器次级输出电流的调节。
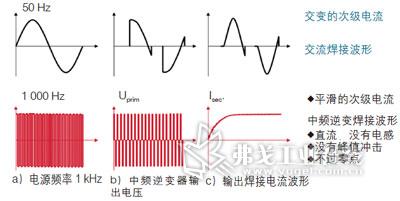
图3 工频交流与中频逆变直流波形图比较
中频直流电阻焊控制电源:中频逆变直流电阻焊控制电源是由三相交流电经整流电路成为脉动直流电,再经由功率开关器件组成的逆变电路变成中频方波接入变压器,降压后整流成脉动较小的直流电供给电极对工件进行焊接。逆变器通常采用电流反馈脉宽调制(PWM)获得稳定的恒电流输出。工频交流与中频逆变直流焊接原理图和直流波形图比较分别如图2、图3所示。
逆变电阻焊技术的特点:逆变电阻焊机采用1000Hz的焊接变压器,相对于交流焊机变压器体积减少了75%,节省了铜和铁的使用,也降低了无功损耗,逆变电阻焊机的付边输出特性是直流,无感抗产生,其加热响应是即时的,相对于交流焊机需要电流上升时间以及强大的感抗,加热速度提高了,同样的焊接要求下,焊接时间缩短了,减少了热影响区及电极损耗,降低了无功损耗。三相输入使得电网均衡,减少了因单相交流焊机带来的相不平衡,功率因素可达0.98以上,较之交流焊机的0.65大大提高了。由于上述特性,逆变电阻焊机较之交流焊机节能50%以上,在特殊情况下,如以一体化逆变悬挂焊机和交流分体焊机比较,节能可达80%。制造变压器所需的材料消耗也大大降低了,同样的工况下,对电网的需求减少了30%~40%。
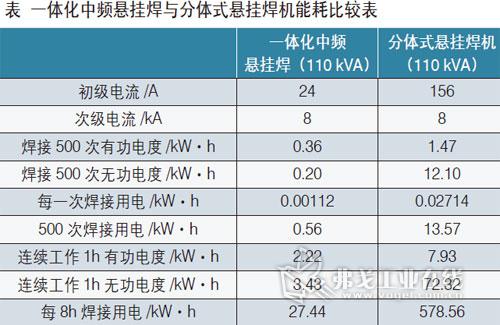
一体化中频悬挂焊与分体式悬挂焊机能耗比较:设定一体化中频悬挂焊与分体式悬挂焊机在相同的焊接参数下工作:预压时间:600ms;焊接电流时间:160ms;电流百分比:8kA;冷却时间:60ms;保持时间:100ms;休止时间:100ms;焊接工件情况:短路焊接。比较结果如表所示。
2.一体式焊钳
如今一体式焊钳(见图4)的使用率越来越高,尤其是在一流的汽车厂,原因是相对于分体式焊钳,一体式焊钳具有较高的节约用电能力。一体式焊钳结构如图5所示。在实际使用过程中分体式焊钳搭配一体式焊机使用,而一体式焊钳搭配分体式焊机使用。一体式焊钳与分体式焊钳的最主要的差别在于:一体式焊钳的变压器与一体式焊钳装配在一起。一体式焊钳与分体式焊钳产品结构特点比较如图6所示。
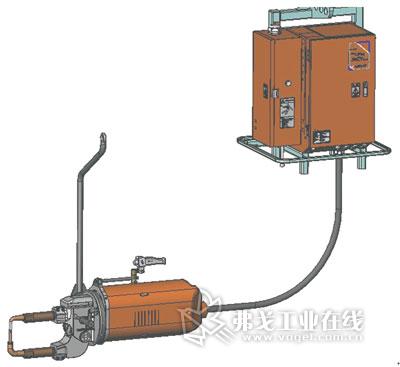
图4 一体式焊钳
通过一体式焊钳与分体式焊钳产品结构特点比较可以看出,一体式焊钳节省了主缆和辅缆,在实际使用过程中也就避免了在主缆和辅缆上的耗电量。
一体式焊钳与分体式焊钳能耗比较:焊接能耗要素:Pt:能耗;I2W:焊接电流;R:焊接回路阻抗;t:焊接通电时间。使用不同的焊机焊接同样的工件,所需的焊接电流和焊接时间是相同的,那么不同的只有回路阻抗R。
分体式焊钳A(2.4m主缆+0.8m辅缆):回路阻抗R(A)=1200mΩ,变压器内阻250μΩ,主缆480μΩ,辅缆100μΩ ,焊钳300μΩ,工件70μΩ。
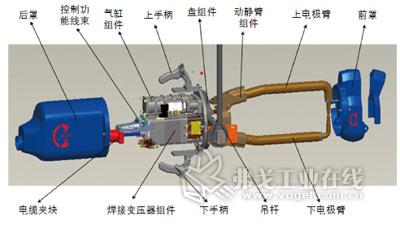
图5 一体式焊钳结构
一体式焊钳B:回路阻抗R(B)=660μΩ,变压器内阻250μΩ,焊钳300μΩ,工件70μΩ,软连接40μΩ。
能耗比:

3.电缆
人们主要关心由焊机焊钳造成的能源消耗,由焊接电缆造成的能耗却很少有人问津,如何合理使用焊接电缆没有引起人们足够的重视。节能减排除了选用节能焊接设备以外,在焊接电缆的使用上也大有潜力可挖。如何使用焊接电缆更经济节能:
(1)用粗电缆代替细电缆
例1:以φ70mm代替φ50mm焊接电缆(长度100m,焊接电流300A),虽然要多付出l544元电缆采购费,但每年可节电1958kW·h(电费1546.82元),第一年即可收回电缆采购所多付出费用,以后每年将节省电费1546.82元(1958kWh)。
例2:如果以φ50mm代替φ35mm焊接电缆(长度100m,焊接电流200A),虽然电缆采购要多支付1105元,但每年可节电1230kWh(电费972元),l4个月可收回电缆采购所多支付的费用,以后每年可节省电费972元(1230kWh)。
从以上2个例子可以看出,使用粗电缆更经济,还可以为节能减排作出一定贡献。另外,在焊接电流相同的情况下,因为粗电缆比细电缆电阻小、损耗小,所以发热也较小,粗电缆绝缘外套的寿命会比细电缆长,这就意味着粗电缆的更新周期比细电缆长,这也是不可忽略的。所以,在生产现场条件允许的情况下,应尽量使用粗一些的焊接电缆,这样不但有利于节能降耗,也有利于保证焊接质量。
(2)缩短电缆长度 以φ50mm焊接电缆为例(焊接电流300A),每减少10m可省387.8元电缆采购费用,而且每年还可因此节电668.6kWh(电费528.2元)。在确定电缆长度时,应该根据实际情况做出相对精确的选择,不要留过大的余量,电缆太长不但会造成电缆购置费、电费的浪费,而且增加了焊接搬运电缆和回收电缆的劳动强度。
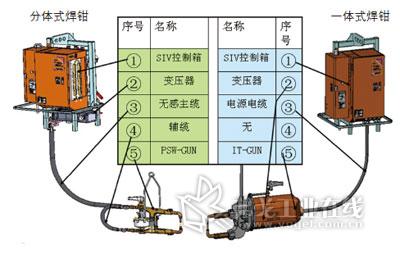
图6 一体式焊钳与分体式焊钳产品结构特点比较
焊接工艺
对设计强度进行CAE模拟,优化整车焊点,减少不必要的焊点,从而减少能耗的浪费。在焊接接头设计方面,对于必须使用大型焊枪焊接的接头,改变搭接方式,实现改用小型焊枪也能焊接。与大型的焊枪相比较,小焊枪成本低,降低采购成本;耗能少,降低制造成本;操作轻便,减低劳动强度;焊接时间快,提升节拍。合理地设计焊接接头,在条件允许的情况下使零部件整体化,减少冲压件数量,减少焊接点数。合理地采用CO2焊接,对于点焊困难处可以采用CO2焊接。同等焊接条件下,CO2气体保护焊的综合能耗是手工电弧焊的60%。CO2焊机与交流弧焊机相比,可节约用电量69%以上。
其他
1.非标设备采用计算机优化设计
尤其在运动部件上,在满足刚性和强度的条件下,尽量降低自重,减轻能量消耗,每降低1kW安装量,每年可节约3576度电。
2.白车身轻量化
基于车身模态、刚度情况下,对板件厚度进行优化,不仅可以降低整车重量,同时对相对薄的板件进行焊接,可以降低焊接电流,实现焊接节能。
3.电气节能
选用节能变压器,选择变压器容量和参数时,根据负荷情况,综合考虑投资和年运行费用,对负荷合理分配,选取低能耗电压器;选用节能灯具,在满足照明质量前提下,采用节能性光源,最大限度利用光能。
结语
随着时代进步,整个社会越来越重视能源的合理利用,节能减排是我们应该共同承担的责任,每个企业和个人,都应当责无旁贷地行动起来。汽车行业在焊接方面的节能主要可以通过采用新技术、新设备,降低能耗;采用合理的焊接工艺,优化结构,最大程度地避免浪费。这些是符合焊接节电基本原则的,是节电和提高经济效益的重要途径。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖