重卡驱动桥AGV装配线的开发

面对重型货车市场竞争的日趋激烈,传统企业正积极采用先进制造技术,改造传统的生产方式,来有效提高生产工艺水平。本文详细介绍了以AGV为主要配置的自动柔性化装配线的自主开发应用。该生产线方案新颖、简捷,装配流程自动化程度高,提高装配效率的同时降低了劳动强度,充分满足多品种的柔性装配需求。
AGV全称“自动导引小车”,是在计算机的控制下,经磁或激光等导向装置引导并沿程序设定路径运行完成作业的无人驾驶自动小车。它为现代制造业、现代物流提供了一种高度柔性化和自动化的运输方式。目前,AGV小车已广泛运用在制造业、物流仓储业及造纸等行业。
本文介绍了我们自主开发的一种以AGV为主要配置的重卡驱动桥自动柔性化装配线。
驱动桥的组成及作用
驱动桥处于传动系的末端,是重型货车的关键总成之一,一般由主减速器、差速器、车轮传力装置、制动装置及驱动桥壳组成。其基本作用是:增扭、降速和改变转矩的传递方向。经传动轴传来的动力由输入凸缘传到主动圆锥齿轮,通过主、从动锥齿轮的啮合,将动力传递到轮间差速器,同时增大了转矩,降低了转速,并将动力的回转方向旋转90˚,以适应汽车行驶的需要。此外,驱动桥还可以承受作用在路面和车架或车身之间的垂直力、纵向力和横向力,以及制动力和反作用力等。
驱动桥总成装配的现状
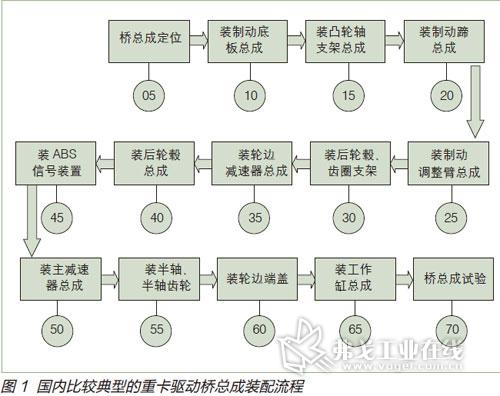
国内比较典型的重卡驱动桥总成装配流程如图1所示。目前,国内车企基本都采用这种流程的板式链装配线,其特征是:
1. 板式链装配线基于传统加工方式束缚,自动线无法配置先进的数据管理系统。
2. 板式链装配线由于夹具为固定模式(无法在线更换夹具),只能满足固定产品的装配,无法满足多产品的柔性装配。
3. 板式链装配线夹具为手动固定式,工件无法自动翻转,需借助吊车手动翻转,劳动强度大,效率低。
4. 板式链装配线由于夹具返回需在地下,维修极不方便。
5. 受结构和布局限制,生产线较长,在制品占用量大,难以实现“一个流”生产,生产效率难以实现最大化,精益化管理推行困难。
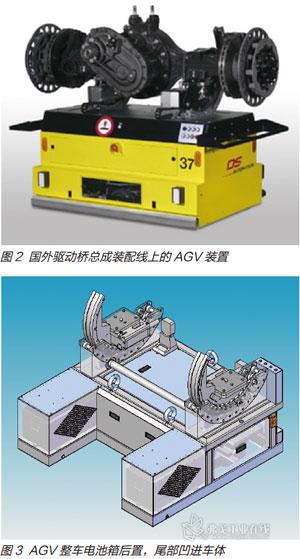
了解、考察了国外多家重卡驱动桥的装配线后,我们发现,其主要是在高自动化、柔性化的平台上开发先进的装配线,其中不少自动化装配线以AGV(见图2)作为主要配置。
AGV是以电池为动力、装有非接触导向装置和独立寻址系统的无人驾驶自动运输车。车上装备有电磁自动导引装置,装配线地面上按要求装有磁导线,AGV能够沿规定的导引路径行驶。AGV具有小车编程与停车选择装置、安全保护装置。
柔性化的装配线
我们自主设计的驱动桥柔性装配线运行小车由18台AGV组成,14台用于满足装配线的14个装配工位,4台用于返回,保证整条装配线循环运行。
该驱动桥柔性装配线的主要设备选型及配置如下:
1. AGV小车高度
AGV的操作高度和人机工程设计要符合中国国情,国外车型桥壳回转中心距地面较高(见图2),中国人很难适应。根据我们的经验,推荐AGV高度为350mm。

2. AGV小车形状
由于装配驱动桥的特点,AGV应为长方体,运行的前进方向窄,这样才能确保主装配的可操作性。由于国内的制造水平尚达不到要求,设计人员克服种种困难,将整车电池箱后置,尾部凹进车体,如图3所示。
3.伺服电动机及其控制
AGV由伺服电动机驱动。将电脉冲信号转换为角位移或直线运动的执行机构,由环形分配器、功率驱动装置和步进电动机构成一个开环的定位运动系统,当系统接受一个电脉冲信号时,伺服电动机的转轴将转过一定的角度或移动一定的直线距离。
伺服电动机转轴输出的角位移量与输入的脉冲数成正比,通过控制脉冲个数来控制步进电动机的角位移量,而通过改变输入脉冲频率可实现调速。
4.自动翻转夹具
驱动桥在装配过程中需顺时针旋转90˚装配部件,同时还有逆时针旋转45˚装配部件。由于驱动桥较重,旋转时转动惯量较大,在转动时需保证AGV小车不倾斜、不颠覆。该装配的翻转夹具自动翻转完全达到上述要求。

图5 装配线采用气动助力顶压装置
5.电动拧紧机
装配线螺栓拧紧基本上采用电动拧紧机,如图4所示。尤其是轴头螺母的拧紧,采用摩擦力矩原理,将螺母在拧紧的过程同时可检测轴承预紧力,并且还可检测ABS信号。
6.助理机械手
为减轻劳动强度,提高机械化程度及操作安全性,装配线配置助理机械手装置。
7.气动助力顶压装置
驱动桥两端的轮毂总成及轮边总成重量大,采用气动助力顶压装置即减轻劳动强度又可提高装配效率,如图5所示。
8.自装配线配有先进的数据管理系统
(1)生产运行的管理 生产量的记忆(包括每个时段、每小时、每个班、每天和每月产量运行状况)在显示屏上一目了然。
(2)设备运行的管理 AGV在控制台显示屏中均有标识,通过不同颜色显示设备运行状态。如设备出现故障,系统也将准确显示故障的原因。
(3)工件上下料及安装运行状态的管理系统 工件在运行或安装中发生异常,系统也将报警显示。
整线布置采用升降机结合钢平台返回路径规划,充分利用了厂房空间,属国内首创。同时,该线主要选用国产设备,沟通方便,售后服务便捷快速,使用成本较进口产品也有较大优势。
该装配线的成功应用,打破了传统的桥装配模式,开创了国内桥总装线的新思路。
结语
我们自主开发的重卡驱动桥柔性装配线具有高精、高效等特点,提高了装配效率,降低了劳动强度,满足了多品种的柔性装配,同时消除了人为因素在生产装配过程中的影响,极大地提高了工程保证能力。
与传统地板链式装配相比,采用AGV小车的柔性装配线的优势是:
1. 易于实现生产的柔性化管理,可以根据产品型号动态安排装配工位,最大限度地满足多种产品的共线生产;采用AGV装配线可以实现小车数量根据产量进行配置,减少无谓的能源消耗和人工操作,节能环保,提高能源利用率。
2. 自动化程度高,改善工作环境,系统中小车具有自动行走、自动充电和翻转工件的功能,有效地降低了工人的劳动强度,提高了产品的质量和生产效率;地面平整,便于工人行走和装配;系统运行噪声低,有效减低噪声污染。
3. 在线产品装配出现差错时,返工容易。当出现装配差错时,可以实现单独返工,不必整线停工,提高整体的运行效率,减少因差错带来的损失。
4. 采用AGV进行装配,地面施工量较小,将对厂房地基的改动程度降到最低;AGV的地面导引装置简单,路径的变更相对容易很多。
5. 单机故障不影响整线的运行和生产,有效提高了系统的整体可靠性。
6. 系统具备配方功能,AGV车辆可根据所载产品的型号执行不同的流程、停靠不同的站台和执行不同的操作,可进行多品种混线生产。
该生产线方案新颖、简捷和超前,装配流程自动化程度高,产品质量稳定,获得了国内外许多用户及同行的赞誉,也得到了机床装备业的高度认可,提高了我公司的在国内外重卡零部件领域的地位及知名度,推动了中国汽车工艺装备迈向世界,提升制造工艺流程创新发展。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖