面加工的平面度要求满足分析
常见的平面度技术要求有两种表达形式:整个平面的允许值;加工平面在一定距离范围内的允许值。产品零件的平面度要求高低,决定了测量方法的选择手段差异。就目前的测量手段不管采用什么方式来测量,其加工面的平面度往往不是绝对的准确。因此,根据产品的平面度要求大小,其测量方法往往也会采用不同的选择。目前测量平面度的方法有组合式检具、CMM及平面度仪等,其测量的准确性以使用扫描的CMM来测量平面度为最高,组合检具的准确性最低。CMM通过扫描测量出缸体上平面平面度实际值的立体效果图,假如采用组合检具测量则测量点没有这么多(CMM如同打点测量平面度一样),这样实际的平面度肯定小于或等于CMM扫描的平面度数值。
平面度超差的原因
机加工零件的加工平面在加工过程中出现平面度超差,原因有很多,其失效机理主要包括以下几个方面:
1.刀具
(1)刀具的仰角设定偏大
对于发动机、变速器零件的加工,为了使其重要密封面达到理想的密封效果,往往通过消除加工中出现的网纹来满足加工面的表面粗糙度要求,而要消除网纹一般会通过加工面的铣刀盘实施一定的仰角来达到目的。假如仰角设定偏大,在消除网纹的基础上,会使平面度数值偏大,因此,铣刀盘的仰角设定需要跟踪其最终的表面粗糙度数值及平面度要求是否满足的结果来考虑。铣刀盘的直径大小与平面度的实际值相关,同样的仰角,铣刀盘直径大,凹处浅;铣刀盘直径小,凹处深(即最终的平面度数值大)。
(2)毛刷
在进行零件平面加工时,对于重要的密封面而言,为了消除平面边缘、孔口毛刺等,工艺上往往会选择铣削加工后再进行一次毛刷去毛刺加工。但有时为了消除毛刺,其毛刷对已加工面的挤压力偏大,导致毛刷的刷加工平面压力偏重或每加工一定零件数主轴进给一定量的设定值不合理,从而使平面的边缘或孔口出现明显的凹塌现象,导致在CMM测量时超差或CMM没有测量到而实际已经凹塌,导致平面度超差的失效模式出现。
(3)刀盘直径的选择
一般情况下,切削加工大平面应尽量选择大直径刀盘来加工,但有时因设备刀库原因,只能够选择小直径刀盘来加工大平面。当加工大平面时,其采用小直径刀具的轨迹和切削余量设定不合理,这样导致最终加工平面时的平面度满足不了要求。如小刀盘在加工过程中出现重叠加工带而导致前后两次加工面的弹性变形量不一样,出现轻微台阶致可能引起泄漏。
2.设备
设备的失效机理与刀具的失效机理不同,刀具的失效机理往往是一开始就可能存在,而设备的失效机理大多是生产一定时间以后才会出现。设备的常见失效机理主要包括:
(1)主轴的轴向窜动偏大
此失效机理最具有代表性的加工方式是在立式铣床上加工平面时出现,当主轴的窜动量超过设备技术指标时,其主轴的窜动原因直接反映在加工面上,即加工面的初始位置会加工偏深,随着铣刀盘的进入,当刀具受到一定的轴向力时,安装有刀具的主轴开始朝上微移,这样加工面就出现轻微的台阶面,当微移严重时直接导致整个加工面出现平面度超差的现象。
(2)支承块的磨损
一般的加工零件都有4个支承块来支撑,由于设备使用时间偏长会导致4个支承块磨损程度不一样,这样当加工零件在夹具压紧的情况下,会出现三点硬,一点软。加工过程中由于对角加工的夹紧硬点变化,造成加工面出现凹面而导致平面度超差。同样,支承块上面有切屑一样可能造成加工面出现凹面。
(3)导轨磨损
加工面的平面度超差,就设备来说其失效机理“导轨的不均匀磨损”也是一个需要关注的对象。因为导轨的不均匀磨损,直接造成导轨的直线度数值偏大,使其加工过程中走刀方向的平面出现凹或凸的走势,最终导致加工面的实际测量数值超出允许范围。
(4)加工中心B轴锁紧力下降
在有B轴的加工中心上加工零件的平面,由于回转B轴的直径尺寸有限,当与X轴平行的加工平面长度方向较长时(大于回转B轴直径),刀具加工过程中对其加工面长度方向的始末点形成的力矩比较大,在B轴的中心位置零件对刀具的轴向力能够支撑承受,而刀具在长平面的始末点位置轴向力虽然与在B轴中心位置一样大,但是所产生的力矩不一样。在B轴锁紧力阻挡不住建立一定力矩的刀盘在平面始末位置的轴向力时,就会出现夹具上零件回转让位现象,即平面加工的初始到平面加工尾部,夹具都会出现带动零件回转让位现象,这样最终导致加工平面出现凹面而致平面度超差。
(5)铣刀盘与滑台移动的导轨不平行
一般情况下,铣刀盘刀尖的平面与主轴的轴心线是垂直的,铣刀盘当没有仰角设定时,主轴轴心线与滑台的移动导轨(X轴、Y轴)垂直。刀盘的仰角确定一般是以主轴轴心线与滑台的导轨所安装后的角度来设定,而当主轴(Z轴)的滑台与X轴或Y轴的导轨调整的塞铁出现磨损或松动,直接会影响到铣刀盘的仰角,即主轴轴心线与X轴或Y轴滑台出现比较大的松动时,会造成铣刀盘的仰角变大而使加工平面度超差。
3.毛坯
毛坯原因导致加工面的最终平面度满足不了要求,虽然不是主要的失效机理,但是有时也是需要关注的一个方向。当毛坯加工面的边缘强度承受不住刀具切削时的轴向挤压力时,刀具加工过程中的挤压力就可能导致加工面的边缘挤压变形,待刀具加工结束,边缘又恢复回弹原状导致已加工面的平面度超差。有些加工零件如槽板,由于整个零件的厚度比较薄,所以加工过程中往往易出现受到刀具的挤压而变形,这样加工结束其加工面的平面度往往会超差。
平面度的实际状况,现在主要依靠我们采用测量几个点或者扫描轨迹这样的结果作为平面度值,其实得到的还不是最准确的测量结果,但可以算是比较接近正确的方法了,使用CMM扫描以后的轨迹可以比较明显地显示其平面的实际情况,测量位置的高低程度显而易见,也就是铣刀盘的仰角所形成的中间凹的形状。
预防平面度超差的措施
要满足机加工零件的平面度要求,可以通过失效机理的分析来建立对应的合理控制手段和相关参数的设定,可从以下几个方面着手解决与控制:
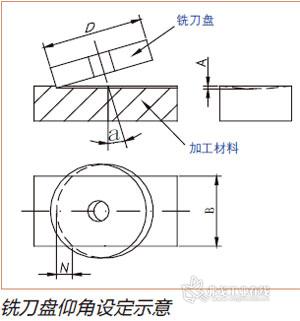
1.铣刀盘的仰角设定
当因工艺需要铣削加工刀具的加工须有一定的仰角时,一般可以选择0.02/200的仰角,或设定为产品设计的横向直线度的2/3值以下,这样可以避免已加工面出现网纹并降低粗糙度值,否则加工面粗糙度值会上升。图为铣刀盘仰角设定示意图。当铣刀刀盘设定仰角来切削加工,已加工面必定出现凹陷面,所以合理设定凹陷值,使加工零件既能保证直线度、平面度要求,又能达到表面粗糙度要求。凹陷值A可按下式近似计算:

式中D铣刀盘直径;
B加工面宽度;
α铣刀盘仰角角度。
2.设备
设备的失效机理根据上面的分析可以对症下药,实施有效的控制手段。设备的控制最主要是消除主轴的轴向窜动,定期检查振动,及时更换轴承,这样可以消除铣刀盘初始进入平面时的偏深加工及加工出头时的偏深加工。另外,主轴与夹具支撑面或与X轴、Y轴滑台导轨的垂直度控制等,以日常的TPM来保证加工效果满足要求。
3.其他
此外,加工过程中的轨迹安排、毛刷的挤压力程度掌控及毛坯的边缘强度等,都要满足加工过程中平面的平面度加工要求。如毛坯的边缘这种加工工况,往往可以通过调整刀具的切削角度来解决,即增加刀具主偏角减少刀具对加工面的轴向挤压力。另外,设备上还可以增加辅助支撑装置,从而减少加工面的变形。














![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖